











1300mm ベニヤ剥離機を自信を持って効率的に使いこなしたい。このガイドでは、安全な操作のための直接的で実践的な手順を説明します。安全性と生産性はどちらも、あらゆる段階で重要です。この機器を初めて使用する場合でも、すでに経験がある場合でも、作業をサポートする明確な手順が記載されています。
機械を操作する前に、必ず適切なトレーニングを完了し、推奨される個人用保護具を着用してください。
事故や故障を防止するために、電気的・機械的・安全装置の点検などの安全・機械点検を日常的に実施してください。
安全で効率的な操作を確保するために、段階的な起動、丸太のロード、ナイフの調整、皮むき、積み重ね、およびシャットダウンの手順に従ってください。
を使用します。 機械の自動機能により、生産性が向上し、ベニヤの一貫した品質が維持されます。 供給、厚さ監視、真空スタッキングなどの
機械を停止し、安全手順に従うことで、停電、紙詰まり、ナイフの問題などの緊急事態に迅速に対応します。
機械を定期的にメンテナンスし、機器の寿命を延ばし、ダウンタイムを削減します。 毎日の清掃、注油、毎週または毎月の定期点検によって
詳細なメンテナンス記録を保存して、パフォーマンスを追跡し、問題を早期に発見し、保証と安全コンプライアンスをサポートします。
ベニヤの品質と機械のパフォーマンスを注意深く監視し、必要に応じて設定を調整して欠陥を回避し、スムーズな動作を確保します。
の 1300mmベニヤ剥離機は 現代の木工作業の強力なツールとして活躍します。堅牢な設計と高度な機能を利用して、一貫した結果を提供できます。各主要部分を理解することは、機械を安全かつ効率的に操作するのに役立ちます。
機械の両端に主軸台と心押し台があります。主軸台は丸太を保持して回転させ、心押し台はもう一方の端を固定します。この設定により、剥がす際に丸太が安定します。これは均一なベニヤシートを製造するために不可欠です。
キャリッジは丸太の長さに沿ってナイフをスムーズに移動させます。ナイフを制御して丸太の表面から薄い層を剥がします。ナイフの切れ味と位置はベニヤの品質と厚さに直接影響します。
クランプ装置が丸太をしっかりと掴み、不要な動きを防ぎます。ガイド システムにより、丸太が真っ直ぐに確実に供給されます。さまざまなログのサイズや形状に合わせてこれらのコンポーネントを調整できます。
の コントロール パネルは コマンド センターとして機能します。これを使用して、パラメータの設定、パフォーマンスの監視、マシンの起動または停止を行います。最新のパネルには、タッチ スクリーンと正確な調整のためのプログラマブル ロジック コントローラー (PLC) が搭載されていることがよくあります。
真空システムは、剥がしたベニヤシートを迅速かつきれいに積み重ねるのに役立ちます。油圧システムは、キャリッジやクランプ装置などの重量部品の移動に動力を供給します。これらのシステムは手作業を軽減し、安全性を向上させます。
1300mm ベニヤ剥離機のいくつかの高度な機能を活用できます。
自動供給: 機械は最小限の労力で丸太をロードし、所定の位置に供給します。
一貫した切断: 自動制御により正しいナイフギャップと圧力が維持され、ベニヤの厚さが均一になります。
効率的なスタッキング: 真空システムは完成したシートをスタッキングするため、時間を節約し、手作業を減らします。
多彩な用途: 長さ 1300 mm、直径 500 mm までの丸太を処理できるため、この機械はさまざまな木材の種類や生産ニーズに適しています。
ヒント: 最適なパフォーマンスを確保するために、新しいバッチを開始する前に必ずコントロール パネルの設定を確認してください。
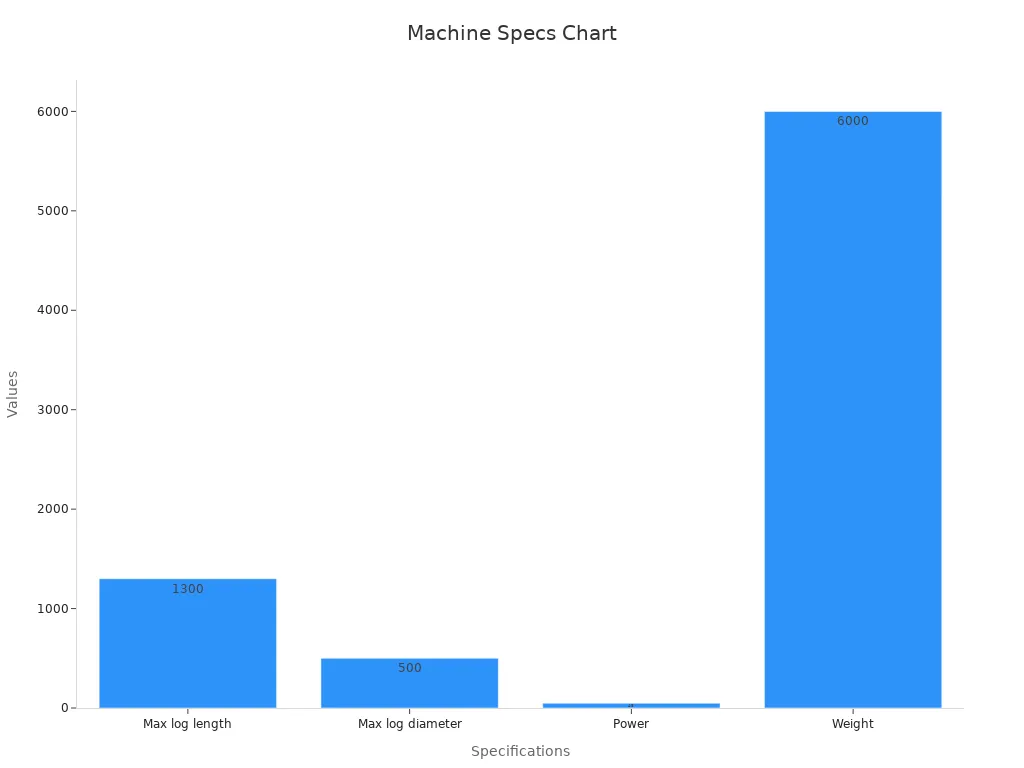
以下は、1300mm ベニヤ剥離機の技術仕様をまとめた表です。
| 仕様 | 詳細 |
|---|---|
| 最大ログ長 | 1300mm |
| 丸太の最大直径 | 500mm |
| ベニヤの厚さの範囲 | 0.3~4.0mm |
| スピード | 30~75m/分 |
| 力 | 48kW |
| 重さ | 約6000kg |
| 寸法 (長さ、幅、高さ) | 4100*2150*1600mm |
| 電圧 | 380V~450V |
| コアコンポーネント | ベアリング、モーター、ポンプ、ギア、PLC、ギアボックス、圧力容器、エンジン |
| 保証 | 1年 |
| 主な特長 | 自動システム、長さ 1300mm までの丸太に適し、多用途に使用可能 |
1300mm ベニヤ剥離機がパワー、精度、自動化を兼ね備えていることがわかります。これらの機能は、日常業務において高い生産性と一貫したベニヤ品質を実現するのに役立ちます。
事前に適切なトレーニングを完了する必要があります 1300mm単板剥離機を稼働させています。トレーニングにより、機械の制御、安全機能、緊急手順を確実に理解できるようになります。危険を特定し、異常な状況に迅速に対応する方法を知っておく必要があります。多くの施設では、筆記試験と実技試験に合格する必要があります。安全基準を高く保つために、監督者はあなたのスキルを定期的に見直します。初めての場合は、必ず質問し、経験豊富なオペレーターに指導を求めてください。
注: ベニヤ剥離機の操作または保守は、訓練を受け、認可された担当者のみが行ってください。
個人用保護具 (PPE) は、作業場でよくある危険からあなたを守ります。常に着用する必要があります:
鋭利な刃物や破片から手を保護する耐切創手袋。
飛来する破片から目を保護するための安全メガネまたはゴーグル。
機械の動作中は騒音が大きくなる可能性があるため、耳栓やイヤーマフなどの聴覚保護具を使用してください。
丸太や重い部品の落下による足の怪我を防ぐ、つま先がスチール製のブーツです。
可動部分に巻き込まれないように、体にぴったりとフィットした衣服を着用してください。
各シフトの前に PPE を確認してください。破損または摩耗したアイテムはすぐに交換してください。 PPE を適切に使用すると、怪我のリスクが軽減され、仕事に集中し続けることができます。
機械を始動する前に、作業エリア全体を点検してください。床から障害物、こぼれた液体、またはバラバラの物体を取り除きます。非常口や通路に人がいないことを確認してください。すべての警告標識と安全上の注意事項が目に見えて読みやすいことを確認してください。
作業スペースと設備を徹底的に検査することは単なるルーチンではなく、怪我を減らすための実証済みの方法です。複数の研究によると、定期検査、特に OSHA ガイドラインに従った検査により、製造環境における傷害率が大幅に低下することが示されています。たとえば、検査スコアが 1% 向上すると、骨折や裂傷などの重傷が 1% 減少することが研究でわかりました。これらの結果は、検査の影響が最も顕著である小規模プラントにも当てはまります。詳細なチェックリストに従い、危険に早期に対処することで、すべての人にとってより安全な職場を作ることができます。
ヒント: 毎日のチェックリストを使用して、重要な検査手順を見逃さないようにしてください。一貫した検査により、エリアの安全とチームの生産性が維持されます。
始める前に、 1300mm ベニヤ剥離機、徹底的な機械検査を完了する必要があります。この手順は、潜在的な危険を早期に発見し、機器のスムーズな稼働を維持するのに役立ちます。検査は、電気装置、機械装置、安全装置の 3 つの主要領域に分類する必要があります。
マシンの電源を入れる前に、すべての電気コンポーネントをチェックする必要があります。配線の誤りや接続の緩みは、重大な事故や機械の故障の原因となることがあります。信頼性の高い電気検査を行うには、次の手順に従ってください。
主電源ケーブルに目に見える損傷や磨耗がないかどうかを検査します。
すべてのサーキットブレーカーとスイッチが正しい位置にあることを確認してください。
緊急停止ボタンをテストして、瞬時に電力が遮断されることを確認します。
コントロールパネルのインジケータライトを確認してください。すべてのライトが意図したとおりに機能する必要があります。
配電パネルの近くに露出したワイヤーや焦げた匂いがないか探してください。
ヒント: 電気的な問題に気付いた場合は、監督者に報告し、修理が完了するまで機械を操作しないでください。
機械部品は動作中に一定のストレスにさらされます。すべての可動部品が設計どおりに動作することを確認する必要があります。このチェックリストを検査のガイドとして使用してください。
主軸台と心押し台が確実に取り付けられ、スムーズに回転するかどうかを確認します。
キャリッジとナイフのアセンブリが適切に位置合わせされ、切れ味が良いかどうかを確認します。
クランプ装置がしっかりとグリップし、スムーズに動くかどうかを検査します。
油圧システムに漏れや異常音がないかテストします。
すべてのボルト、ナット、留め具がしっかりと締められていることを確認してください。
適切にメンテナンスされた機械システムによりダウンタイムが短縮され、ベニヤの品質が向上します。異常な音や振動を決して無視してはいけません。
安全装置はあなたと同僚を怪我から守ります。機械を始動する前に、すべての安全機能が機能することを確認する必要があります。次の重要なポイントに注目してください。
すべての非常停止ボタンがすぐに反応することを確認します。
ガードとカバーのインターロック スイッチをテストします。ガードが開いている場合、機械は作動してはなりません。
警告ラベルと安全標識の視認性と明確さを検査します。
ご使用の機械がライトカーテンまたはセーフティセンサーを使用している場合は、その状態を確認してください。
すべてのガードとシールドが所定の位置にあり、損傷がないことを確認してください。
注: 安全装置をバイパスしたり無効にしたりしないでください。これらの機能は、命を救い、事故を防ぐために存在します。
機械の完全な検査には数分しかかかりませんが、高額な修理や怪我を防ぐことができます。シフトごとにこれらの手順に従うことで、より安全で生産性の高い作業環境を構築することができます。

1300mm ベニヤ剥離機の始動には、細部にわたる細心の注意が必要です。安全性と効率性を確保するには、各ステップを順番に実行する必要があります。
メインコントロールパネルの前に立ちます。
メイン回路ブレーカーを閉じて、機械に電力を供給します。
主電源スイッチをオンにします。コントロール パネルにインジケーター ライトが表示されるはずです。
システムが初期チェックを完了するまで待ちます。異常な音がないか聞いてください。
ヒント: マシンの電源を入れる前に、非常停止ボタンにアクセスできることを必ず確認してください。
操作を開始する前に、すべてのシステムの準備が整っていることを確認する必要があります。
コントロール パネルのディスプレイにエラー メッセージが表示されていないか確認してください。
油圧システムと真空システムが正常な圧力レベルを示していることを確認します。
潤滑システムを確認してください。オイルレベルが推奨範囲内であることを確認してください。
すべてのガードと安全装置が適切に設置され、機能していることを確認します。
ベニヤの厚さ、主軸速度、送り速度の設定パラメータを確認してください。
高度な品質管理で使用されるものと同様の、検証された一連の手順により、各ステップが正しい順序で完了することが保証されます。自動システムはこれらのチェックを監視するのに役立ち、手動の労力を軽減し、信頼性を向上させます。研究によると、システム チェックを自動化すると再現性が向上し、重要な手順を見逃すリスクが軽減されることがわかっています。
システムチェックが完了したら、マシンを起動できます。
コントロール パネルの「実行」ボタンを押します。
タッチ スクリーンを使用して「開始」コマンドを選択します。
キャリッジとナイフの最初の動きを観察します。システムは短いセルフテストを実行します。
マシンが準備完了状態になるまで待ちます。ディスプレイには「準備完了」または緑色のインジケーターが表示されます。
起動中は常にマシンを監視する必要があります。警告信号や異音に気付いた場合は、プロセスを停止し、調査を行ってから続行してください。
安全かつ効率的な操作には、適切なログのロードが不可欠です。次の手順に従う必要があります。
ログローダーまたはクレーンを使用して、主軸台の近くに丸太を配置します。
丸太を機械の中心線に合わせます。
クランプシステムを作動させて、主軸台と心押し台の間に丸太を固定します。
丸太がしっかりと固定され、ぐらつきがないか確認してください。
丸太の直径と長さに合わせてガイド システムを調整します。
注: 積み込み中は、丸太とクランプ装置の間に手を入れないでください。
監視された操作からのパフォーマンス統計は、ログを注意深くロードすることで、切断および樹皮剥ぎの際の損失を軽減することを示しています。たとえば、丸太を切断する際の平均損失は約 0.7% にとどまりますが、樹皮を剥ぐ際の損失は平均 4.9% です。これらの数字は、正確なログ処理が効率の向上と無駄の削減につながることを裏付けています。
ナイフの位置と切れ味はベニヤの品質に直接影響します。各バッチの前にナイフを調整する必要があります。
コントロールパネルを使用してナイフガードを開きます。
ナイフの刃の切れ味や損傷を検査します。必要に応じて交換または研ぎます。
希望するベニヤの厚さに応じてナイフギャップを設定します。調整ホイールまたはデジタル入力を使用します。
ナイフと丸太の表面の位置を確認してください。
すべての調整ボルトを締めて、ナイフガードを閉じます。
ヒント: 自動システムを使用すると、ナイフのギャップを高精度 (多くの場合 0.03 mm 以内) に設定できます。このレベルの精度により、ベニヤの厚さを一定に保つことができ、手作業によるエラーが軽減されます。
高度なイメージングやニューラルネットワークを使用したものなど、検証された手順と自動検出方法により、ナイフ調整の信頼性が向上しました。これらのシステムは、最小 0.2 mm の旋盤チェックを検出できるため、手作業による検査を減らして高いベニヤ品質を維持できます。
以下の表は、ピーリング プロセス中に監視される主要な統計をまとめた表です。
| 監視される統計 | 値 / 説明 |
|---|---|
| ベニヤの平均厚さ | 0.67mm±0.06mm |
| 丸太切断時のロス | 平均 0.7%、標準偏差 0.097%、95% CI: 0.616 ~ 0.894% |
| 樹皮剥ぎ丸太の損失 | 平均 4.9%、標準偏差 0.18%、正規分布が確認されました (p 値 0.225 > 0.05) |
| 乾燥ロス | 範囲 6.088 ~ 9.288% (95% 信頼区間) |
| ベニヤパッケージのフォーマットによる損失 | 平均 22.88%、95% CI: 17.87 ~ 27.89%、正規分布が確認されました (p 値 0.667 > 0.05) |
| 技術的損失の合計 | 平均 63.7%、変動間隔 60.41 ~ 66.99%、I-MR 管理図によるプロセス管理 |
| 効率の割合 | 36.3% |
| 原単位指数(量) | 2.754m³ログ/m³ベニヤ |
| 原単位指数(面積) | 1.845m³丸太/1000 m²ベニヤ |
これらの起動、丸太のロード、およびナイフの調整手順に従うことで、1300 mm ベニヤ剥離機の安全かつ生産性の高い操作の基礎が確立されます。
ここからは 1300mm ベニヤ剥離機の核となる作業に移ります。この段階では、積み込まれた丸太が高品質のベニヤシートに変わります。まず、丸太がしっかりと固定され、ナイフが正しい隙間に設定されていることを確認します。スピンドルをアクティブにして、選択した速度で丸太を回転させます。キャリッジは丸太の表面に沿ってナイフをスムーズに前進させます。
プロセスを注意深く監視します。コントロール パネルでスピンドル速度、送り速度、ベニヤの厚さに関するリアルタイム データを確認します。一貫した品質を維持するために、必要に応じてこれらのパラメータを調整します。厚さの不均一や表面の欠陥など、ベニヤの異常に気付いた場合は、作業を一時停止し、ナイフと丸太の位置を検査してください。
ピーリングプロセスを成功させるには、次の手順に従ってください。
スピンドルを始動し、希望の速度を設定します。
キャリッジを動かしてナイフを丸太に向かって動かします。
最初の数枚のシートの厚さと表面の品質を観察してください。
欠陥が見つかった場合は、送り速度またはナイフギャップを調整します。
コントロールパネルでプロセスを監視しながら、剥離を続けます。
ヒント: 機械に自動厚さ監視システムが搭載されている場合は、それを使用してください。この機能は、均一なベニヤを維持し、手動チェックを減らすのに役立ちます。
丸太が小さくなるにつれて、廃棄コアに注目してください。コアが最小直径に達すると、機械は信号を送ります。この時点で、ナイフや機械のコンポーネントの損傷を避けるために、剥離プロセスを停止します。
ベニヤシートを剥がしたら、効率よく処理する必要があります。 1300mm ベニヤ剥離機には真空スタッキング システムが搭載されていることがよくあります。薄板を自動で持ち上げて積み上げるシステムで、手作業を軽減し、ダメージを最小限に抑えます。
ベニヤのスタッキングを管理する方法は次のとおりです。
コントロールパネルから真空システムを作動させます。
システムが各シートを持ち上げてスタッキング プラットフォームに配置する様子を観察してください。
スタックの位置合わせと平坦性を確認します。スタックの位置がずれていると、乾燥またはさらなる処理中に問題が発生する可能性があります。
ワークフローをスムーズに保つために、満杯のスタックを速やかに削除してください。
お使いのマシンに自動スタッカーが搭載されていない場合は、手袋を使用してシートを慎重に扱ってください。各シートを平らに置き、ベニヤを曲げたり裂いたりしないようにしてください。
| ステップ | アクション | なぜそれが重要なのか |
|---|---|---|
| 真空を有効にする | コントロールパネルから真空スタッカーを起動する | 手作業の削減 |
| モニターのスタッキング | アライメントと平坦度をチェックする | 品質を確保し、反りを防止します |
| 完全なスタックを削除する | スタックが完了したらプラットフォームをクリアする | 生産を効率的に進め続ける |
注: 積み重ねるときは、常に可動部品に手を触れないようにしてください。真空システムは素早く動作するため、注意しないと怪我をする可能性があります。
適切なシャットダウン手順により、ユーザーとマシンの両方が保護されます。バッチを終了する場合、またはメンテナンスのために停止する必要がある場合は、次の手順に従います。
コントロールパネルで剥離プロセスを停止します。
キャリッジを外し、ナイフを丸太から遠ざけます。
スピンドルの電源を切り、完全に停止するまで待ちます。
真空システムと油圧システムを停止します。
クランプ装置を開き、丸太の芯を安全に取り外します。
主電源を切り、回路ブレーカーを開き、マシンの電源を切ります。
その場を離れる前に、機械に破片や損傷がないか点検してください。作業エリアを清掃し、廃棄物を適切に処分してください。問題やメンテナンスの必要性をマシンのログブックに記録します。
警告: 1300mm ベニヤ剥離機の稼働中は絶対にそばを離れないでください。離れる前に、必ずシャットダウン手順を完了してください。
あなたは、 ベニヤ剥離機は 安全かつ効率的です。機器を操作するときは、常に次のベスト プラクティスに従ってください。
マシンを使用する前にトレーニングを完了し、健康を維持してください。
アルコールや薬物の影響下では決して作業しないでください。
始動前にすべての安全装置を確認し、機械に欠陥がないか検査してください。
安全上の問題が発生した場合は、すぐに上司に報告してください。
重大な機器の問題が見つかった場合は、マシンを停止して電源を切ります。他の人に警告するために警告標識を掲示します。
メンテナンスや修理の前に関係者全員に通知してください。電源を管理する人を 1 人割り当てます。
この機械は木材の回転切断のみに使用してください。
メーカーまたは認定担当者のみが技術的な変更を行うことができます。
安全装置の取り付けや修理は、資格のある専門家に依頼してください。
承認された保護服を着用してください。引っかかる可能性のあるゆるいものは避けてください。
機械の清掃は電源がオフのときにのみ行ってください。
障害インジケーターまたは制御ユニットのエラーが表示された場合は、操作しないでください。
使用前に、すべての部品が取り付けられており、損傷がないことを確認してください。無関係なオブジェクトをエリアから削除します。
電源電圧をマシンの要件に合わせてください。
有資格者のみが電気部品を取り扱ってください。
ロータリーカット中は丸太を回転させる前に主機を停止してください。
運転中は危険な工具を使用したり、機械に手を入れたりしないでください。
回転部分に手を近づけないでください。作業者以外はカバーに近づいたり、カバーを取り外したりしてはなりません。
注油中は装置に触れないでください。
切断後の木の軸を取り外すには、手ではなく工具を使用してください。
責任あるオペレーターのみが機械を取り扱うようにしてください。
機械を稼働させたまま放置しないでください。
動作中に異常音がないか確認してください。
ヒント: 以下の手順に従うと、事故を防止し、高品質のベニヤ出力を維持することができます。
非常停止システムの使用方法を知っておく必要があります。緊急停止ボタンは、何か問題が発生した場合に機械を最も早く停止させる方法です。このボタンは常に手の届くところに置いてください。異音が聞こえたり、煙が見えたり、突然の振動に気づいた場合は、すぐに非常停止を押してください。この動作により電力が即座に遮断され、さらなる損傷や怪我が防止されます。
非常停止を押した後は、問題を確認して修正するまで、機械を再起動しないでください。監督者に警告し、その出来事をマシンのログブックに記録してください。迅速な行動により、機器と人命の両方を救うことができます。
警告: 危険を感じた場合、または危険を感じた場合は、ためらわずに非常停止を使用してください。
危険な兆候を早期に検出することで、あなたとあなたのチームの安全を守ります。機械音の変化、異常な振動、操作パネルのエラーメッセージに注意してください。これらの兆候は、多くの場合、深刻な問題が発生する前に現れます。
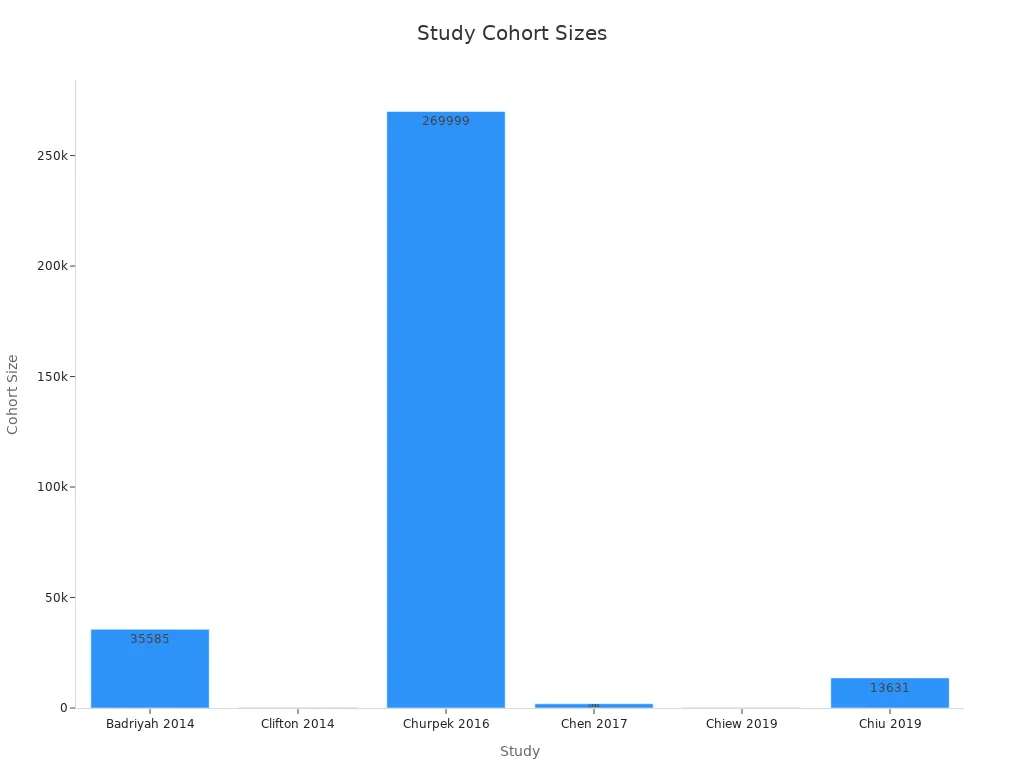
最新の監視システムはセンサーとデジタル ディスプレイを使用して、問題を早期に発見するのに役立ちます。他の業界の研究では、早期警告プロトコル、特に機械学習を使用したプロトコルにより、重大なイベントの検出精度が向上することが示されています。これらのシステムは、病院が患者の危機を防ぐためにバイタルサイン監視を使用しているのと同じように、緊急事態になる前に問題を予測できます。
| 研究 (著者、年) | 設定 | コホート サイズの | イベント発生率 | 結果の予測 |
|---|---|---|---|---|
| バドリヤ他、2014 | 医療ユニット | 35,585 | 心停止 0.56% | 心停止、ICU入室、死亡 |
| チェン他、2017 | 降圧ユニット | 1,880 | 53% CRI イベント | 臨床リスクの不安定性 |
| チャーペックら、2016 | 病院 | 269,999 | 6.09% の結果 | 重篤な病気の発症 |
| Chiew 他、2019 | 救急部 | 214 | 30日以内の死亡率は18.7% | 30日以内の死亡率 |
| チウほか、2019 | 心臓中枢 | 13,631 | 4.2% 重大事象 | 死亡、ICU再入院 |
| クリフトンほか、2014 | がんセンター | 200 | 該当なし | 生理的悪化 |
警告サインは、機械を一時停止して点検する信号として扱う必要があります。早期に対応することで、小さな問題が緊急事態に発展することを防ぎます。常に自分の感覚と機械のインジケーターを信頼してください。
すべての安全規則に従っている場合でも、緊急事態が発生する可能性があります。迅速かつ正確に対応する方法を知る必要があります。滞在中に直面する可能性のある最も一般的な緊急事態は次のとおりです。 1300mmベニヤ剥離機の稼働.
突然の停電により、機械が即座に停止する可能性があります。自分自身と他の人の安全を守るために、迅速に行動しなければなりません。
落ち着いてください。パニックに陥ったり、すぐにマシンを再起動しようとしたりしないでください。
機械から手を離し、可動部分から離れてください。
すべての動きが止まるまで待ちます。機械は電源を失った後、数秒間フリーランする場合があります。
誤って再起動しないように、主電源スイッチと回路ブレーカーをオフにします。
停止についてスーパーバイザーとメンテナンス チームに通知してください。
丸太やずれた部品などの危険物がないかエリアを検査します。
資格のある電気技師がシステムをチェックし、電源が復旧するまで、マシンを再起動しないでください。
⚡ 警告: 電気コンポーネントを自分で修理しようとしないでください。電気的な問題には訓練を受けた専門家のみが対処してください。
丸太がずれたり、破片がキャリッジをブロックしたり、ベニヤが引っかかったりすると、詰まりが発生する可能性があります。損傷や怪我を避けるために、詰まりに迅速に対処する必要があります。
非常停止ボタンを使用して機械を停止してください。
詰まった領域に近づく前に、すべての部品の動きが止まるのを待ってください。
詰まりの原因を特定します。位置がずれている丸太、突き刺さったベニヤ、異物がないか探してください。
手ではなく工具を使用して障害物を取り除きます。手袋と保護眼鏡を着用してください。
ナイフ、キャリッジ、またはクランプ装置に損傷がないか確認します。
詰まりを解消し、すべての安全装置を検査した後でのみ、機械を再起動してください。
| ステップ | アクションが必要です |
|---|---|
| 1 | 非常停止を押す |
| 2 | 完全停止を待ちます |
| 3 | 紙詰まりを検査して取り除く |
| 4 | 損傷がないか確認してください |
| 5 | 点検後運転再開 |
ヒント: 稼働中は絶対にマシンに手を入れないでください。詰まりを取り除くには、常に適切なツールを使用してください。
ナイフの問題はベニヤの品質低下や重大な事故につながる可能性があります。ナイフの問題をすぐに認識して修正する必要があります。
ゴシゴシ音やキーキー音などの異常な音に注意してください。これらはナイフが鈍くなっているか、損傷していることを示している可能性があります。
ベニヤに凹凸、欠け、亀裂が見られる場合は、機械を停止してください。
ナイフガードは、機械が停止し、電源がオフになってから開いてください。
ナイフに傷、鈍い刃、または位置のずれがないか点検します。
必要に応じてナイフを交換するか研ぎます。常に正しいツールを使用し、製造元の指示に従ってください。
機械を再起動する前に、ナイフのギャップと位置を確認してください。
️ 注: 機械の電源が入っている間は、ナイフのメンテナンスを絶対に行わないでください。ナイフを扱う前に、必ず電源をロックアウトしてタグアウトしてください。
このような緊急事態に備えることで、自分自身、同僚、機器を守ることができます。迅速かつ正確なアクションにより、作業の安全性と生産性が維持されます。
快適な状態を保つためには、毎日のメンテナンスが必要です 1300mmベニヤ剥離機が 順調に稼働。点検や整備の前に電源を切って各シフトを開始してください。この手順により、偶発的な起動や電気的危険からあなたを守ります。
すべての可動部品に摩耗や損傷の兆候がないか検査します。ヘッドストック、心押し台、キャリッジ、ナイフのアセンブリを見てください。
油圧システムと真空システムに漏れや異常音がないか確認してください。生産を開始する前に問題があれば解決してください。
非常停止やインターロックスイッチなどの安全装置を点検してください。彼らが即座に応答することを確認してください。
コントロールパネルや作業台からほこりや破片を取り除きます。デリケートな部分には柔らかいブラシや掃除機を使用してください。
メーカーの推奨に従って主要な箇所に注油してください。ベアリング、ギア、摺動面に注目してください。
️ ヒント: 毎日の簡単なチェックにより、予期せぬ故障を防ぎ、安全な操作を維持できます。
毎週および毎月、より詳細な検査とメンテナンスをスケジュールする必要があります。これらのタスクは、問題を早期に発見し、機器の寿命を延ばすのに役立ちます。
毎週のメンテナンス:
すべてのボルト、ナット、留め具を締めます。
ナイフの切れ味とバランスを検査します。必要に応じて研ぐか交換してください。
潤滑システムが適切に機能するかテストします。
キャリッジとガイド システムの位置を確認してください。
月次メンテナンス:
油圧オイルが汚れている場合は、排出して交換してください。
電気配線に磨耗や過熱の兆候がないか点検します。
センサーを校正し、コントロール パネルの読み取り値の精度を確認します。
真空システムに詰まりや吸引力の低下がないか確認してください。
| タスク頻度の | キーアクション |
|---|---|
| 毎日 | 目視チェック、洗浄、注油 |
| 毎週 | 締め付け、ナイフケア、位置合わせ |
| 毎月 | オイル交換、配線、校正 |
注: 常に以下に従ってください。 最良の結果を得るには、メーカーのメンテナンス スケジュールに従って ください。
信頼性の高いパフォーマンスと安全性を確保するには、マシンを清潔に保つ必要があります。清掃により、故障や火災の原因となるホコリ、木くず、油分を取り除きます。
機械のどの部分を掃除する前にも、電源をオフにしてロックアウトしてください。
キャリッジ、ナイフエリア、スタッキングプラットフォームからベニヤの切れ端や木の粉を取り除きます。
湿らせた布で表面を拭きます。電気部品の近くで水を使用しないでください。
制御パネルと通気口を真空にして過熱を防ぎます。
エリアをきれいに保つために、廃棄物は指定された箱に捨ててください。
ヒント: きれいな機械は長持ちし、高品質のベニヤを生産します。
詳細なメンテナンス記録も保管しておく必要があります。監査証跡分析や予知保全ログなどの高度な記録保持は、あらゆるイベントを追跡し、スケジュールを改善するパターンを特定するのに役立ちます。現在、多くの施設では AI と機械学習を使用してデータを構造化し、メンテナンスが必要な時期を予測しています。これらの方法は、機器の寿命の延長、故障の減少、生産性の向上につながります。正確なログを維持することで、ワークショップの安全性と効率性の両方をサポートします。
1300mm ベニヤ剥離機の潤滑を十分に行って、スムーズな動作を保証し、高価な故障を防ぐ必要があります。潤滑によって摩擦が軽減され、磨耗が軽減され、可動部品の寿命が延びます。潤滑剤を塗布する前に、必ず機械の電源を切る必要があります。この手順により、偶発的な起動や怪我から保護されます。
効果的な潤滑を行うには、次の手順に従ってください。
すべての潤滑ポイントを特定します。ベアリング、ギア、スライド レール、ナイフ キャリッジに注目してください。
正しい種類の潤滑剤を使用してください。推奨されるオイルまたはグリースについては、メーカーのマニュアルを確認してください。
新しい潤滑剤を塗布する前に、各潤滑ポイントを清掃してください。汚れや古いグリースは詰まりの原因となります。
潤滑剤を均一に塗布してください。過剰な潤滑は避けてください。ほこりや破片が付着する可能性があります。
余分な潤滑剤をきれいな布で拭き取ります。
ヒント: 定期的な注油スケジュールを設定してください。ほとんどの機械では、使用状況に応じて毎日または毎週の注油が必要です。
以下の表は、一般的な潤滑ポイントと推奨間隔のクイックリファレンスとして使用できます。
| コンポーネント | 潤滑剤の種類 | 頻度 |
|---|---|---|
| ベアリング | グリース | 毎日 |
| ナイフキャリッジ | 油 | 毎日 |
| 歯車 | ギヤオイル | 毎週 |
| スライドレール | マシン油 | 毎週 |
| 油圧システム | 作動油 | 毎月のチェック |
潤滑ポイントに漏れや異常な磨耗がないか常に検査してください。問題に気づいた場合は、すぐに上司に報告してください。適切な潤滑は機械の効率的な稼働を維持し、予期せぬダウンタイムを回避するのに役立ちます。
正確な記録保持は、効果的なメンテナンス プログラムの根幹を形成します。すべてのメンテナンス活動、検査、修理を文書化する必要があります。これらの記録は、マシンのパフォーマンスを追跡し、繰り返し発生する問題を特定し、将来のメンテナンスを計画するのに役立ちます。
まずはメンテナンス日誌またはデジタル追跡システムを使用します。各エントリについて次の詳細を記録します。
メンテナンス日時
タスクを実行する人の名前
完成した作品の説明
部品交換または潤滑剤の使用
問題が発見され、是正措置が講じられた場合
注: 一貫した記録保持は保証請求をサポートし、安全規制の遵守に役立ちます。
記録を単純な表またはスプレッドシートに整理できます。レイアウトの例を次に示します。
| 日付 | 実行したタスク | 技術者 | 使用した部品/潤滑剤 | 注記/問題点 |
|---|---|---|---|---|
| 2024-06-01 | 潤滑ベアリング | J・スミス | グリース | 問題ありません |
| 2024-06-02 | 交換したナイフ | A. ブラウン | ナイフ、ボルト | ナイフが欠けた |
定期的に記録を見直してください。繰り返される故障や頻繁な潤滑の必要性などのパターンを探します。これにより、予防メンテナンスのスケジュールを立て、高額な修理を回避することができます。記録が良好であれば、監査や検査もはるかに容易になります。詳細なログを保存することで、1300mm ベニヤ剥離機の信頼性と生産性を維持できます。
操作中にベニヤの品質の問題が発生する可能性があります。これらの問題は、多くの場合、機械設定、材料特性、環境要因の組み合わせによって発生します。ベニヤの欠陥に対処するには、まず厚さの不均一、表面のチェック、反りなど、特定の問題を特定する必要があります。マシンのパラメータを調整し、ベスト プラクティスに従うことで、ほとんどの問題を解決できます。
一般的なベニヤの品質問題とトラブルシューティングの観察結果の概要は次のとおりです:
| ベニヤの品質問題の | トラブルシューティングに関する洞察 |
|---|---|
| ベニヤの厚さ | ベニアが厚いと、チェックの数は少なくなりますが、幅が広くなります。ベニアが薄いほど、より狭いチェックが増えます。 |
| 水分含有量 | ベニアとコアを平衡含水量に調整すると、膨張、収縮、ひび割れが軽減されます。 |
| 接着剤の選択 | 尿素ホルムアルデヒド接着剤は、ポリ酢酸ビニルよりも多くのチェックを引き起こします。接着剤の水分は検査に影響を与えます。 |
| 芯材 | ベニヤ コアは、パーティクルボードや MDF コアよりもチェックされやすいです。 |
| 切断方法 | 回転ピーリングでは接線面が露出し、スライスと比較してチェックが強化されます。 |
| ベニヤの方向 | ベニヤのルースサイドを下にして配置すると、小切手の現像が軽減されます。 |
ヒント: 単一の調整だけでベニヤの品質問題をすべて解決できるわけではありません。最良の結果を得るには、湿気管理、適切な接着剤の選択、ベニヤの正しい向きを組み合わせる必要があります。
ベニヤが平衡になるとチェックが終了する場合があるので、複数の間隔で品質を測定してください。ベニヤの厚さを常に監視し、必要に応じてナイフのギャップを調整します。
異常な振動や騒音は、機械に問題があることを示します。これらの兆候は機械的な磨耗、不均衡、またはコンポーネントの緩みを示していることが多いため、決して無視してはなりません。まず機械を停止し、すべての可動部品を検査します。ヘッドストック、心押し台、キャリッジがしっかりと取り付けられているかを確認してください。ナイフの切れ味と位置を調べます。
緩んだボルトや留め具があれば締めてください。
ベアリングに磨耗や潤滑不足がないか点検します。
回転する丸太またはスピンドルに不均衡の兆候がないかどうかを確認します。
⚠️ 警告: 振動が続くとベニヤの品質が低下し、機械のコンポーネントが損傷する可能性があります。操作を再開する前に、発生源に対処してください。
基本的なチェックを行っても振動が続く場合は、技術者に相談する必要がある場合があります。高度な診断ツールはスピンドル軸の動作エラーを測定し、真円度の問題がスピンドルの問題または他の組み立て要因に起因するかどうかを判断するのに役立ちます。
送りとスピンドルのエラーは、ベニヤの仕上げ不良、工具の磨耗、さらには機械の故障を引き起こす可能性があります。品質を維持し、工具寿命を延ばすには、速度と送り速度のバランスを取る必要があります。速度は主に発熱に影響を及ぼし、熱による摩耗につながる可能性があります。送り速度はナイフにかかる機械的負荷に影響し、過剰な送りは欠けや破損の原因となります。
フィードとスピンドルの問題をトラブルシューティングするときは、次の要素を考慮してください。
材料の種類: 硬い木材には、より遅い速度とより低い送り速度が必要です。
工具の形状とコーティング: 適切な工具の形状とコーティングにより、性能が向上します。
機械の能力: 最大送り速度または主軸速度を決して超えないようにしてください。
同期: ピッチエラーを避けるために、送り速度と主軸速度が一致していることを確認します。
| 要素 | 説明 |
|---|---|
| 材質の種類 | より硬い材料には、より遅い速度とより低い送りが必要です。 |
| 工具形状 | 適切な工具形状とコーティングにより、切削が最適化されます。 |
| 機械の能力 | エラーを防ぐためにマシンの制限を尊重してください。 |
| リードエラー | 同期が悪いとピッチエラーが発生し、ベニヤの品質に影響を与えます。 |
注: 工具の磨耗を定期的にチェックし、誤差を最小限に抑えるためにパラメータを調整してください。スピンドル軸の動作誤差を測定することは、真円度と精度を維持するのに役立ちます。
送りの不一致やスピンドルの異常に気づいた場合は、機械を停止し、ギアの磨耗、コンポーネントの位置ずれ、または潤滑の問題がないか検査してください。迅速な対応によりさらなる損傷を防ぎ、生産を順調に進めます。
電気的な問題によりベニヤの剥離プロセスが中断され、重大な安全上のリスクが生じる可能性があります。これらの問題を特定し、対応し、防止する方法を知っておく必要があります。電気的障害は、多くの場合、エラー コード、突然の停止、ライトのちらつき、または制御装置の応答不能として現れます。これらの兆候を決して無視してはいけません。
動作中にいくつかの種類の電気的問題が発生する可能性があります。
電源喪失: マシンが予期せずシャットダウンするか、起動に失敗します。
コントロール パネルのエラー: ディスプレイにエラー コードが表示されるか、応答しなくなります。
ブレーカーのトリップ: 回路ブレーカーが頻繁にトリップし、機械への電力が切断されます。
配線不良: 露出したワイヤー、焦げた臭い、または火花が発生していることに気づきます。
センサーの障害: システムが誤った読み取り値を示すか、ログの位置を検出できません。
⚡ 警告: 電気的欠陥は火災や感電を引き起こす可能性があります。常に優先度の高い危険として扱ってください。
電気的な問題が疑われる場合は、明確なプロセスに従う必要があります。
直ちに機械を停止してください。必要に応じて非常停止を押してください。
主電源を切断します。この手順により、偶発的な衝撃が防止されます。
コントロールパネルを確認してください。エラーコードまたは警告灯を探してください。
目に見える配線と接続を検査します。プラグの緩み、ケーブルの損傷、過熱の兆候がないか調べてください。
サーキットブレーカーが落ちた場合はリセットします。これは 1 回だけ行ってください。再度ブレーカーが落ちた場合は、無理にブレーカーを切らないでください。
緊急停止と安全インターロックをテストします。それらが正しく機能することを確認してください。
機械のマニュアルを参照してください。トラブルシューティング チャートを使用して、エラー コードと考えられる原因を照合してください。
修理については資格のある電気技師にご相談ください。適切な訓練を受けていない限り、電気修理を自分で試みないでください。
| 症状 | 考えられる原因 | 取るべき処置 |
|---|---|---|
| マシンが起動しない | 停電、ブレーカー落ち | 電源を確認し、ブレーカーをリセットします |
| エラーコードが表示される | センサーまたは配線の故障 | センサーを検査し、技術者に連絡する |
| ライトのちらつき | 接続が緩んでいる | すべてのプラグとケーブルをしっかりと固定する |
| 焦げる匂い | 過熱、ショート | 電源を切り、電気技師に連絡してください |
ヒント: マシンの配線図とトラブルシューティング ガイドのコピーをコントロール パネルの近くに保管してください。クイックリファレンスにより、緊急時の時間を節約できます。
次のベスト プラクティスに従うことで、電気的な問題を軽減できます。
各シフトの前にケーブルとコネクタを検査してください。
コントロールパネルを清潔で乾燥した状態に保ってください。
資格のある技術者による定期的な電気メンテナンスのスケジュールを立ててください。
機械の電源に過負荷をかけないでください。
予備のヒューズと電球は安全で乾燥した場所に保管してください。
異常な電気的動作に気付いた場合は、機械を停止して調査してください。迅速な行動により、あなたとあなたの機器の両方を保護します。電気を扱うときは常に安全を最優先してください。
プロセス管理と材料管理の両方に重点を置くことで、一貫したベニヤ品質を実現できます。まずは厳密な材料の選択とグレーディングから始めます。このステップにより、高品質のログのみが生産ラインに入ることが保証され、信頼性の高い出力の基盤が形成されます。使用 自動システム。 ベニヤ層を正確に位置合わせする自動化により人的エラーが軽減され、均一な厚さと表面仕上げを維持できます。
接着剤の塗布を最適化します。均一な被覆と適切な硬化により、接着不良を防ぎます。温度、圧力、時間などのプレスパラメータを微調整します。これらの調整により、接着強度と構造的完全性が向上します。乾燥状態も注意深く監視する必要があります。 PID コントローラーなどの高度な制御システムは、ダンパーの開口部を動的に調整して、最適な乾燥温度と湿度レベルを維持します。このアプローチにより、欠陥やエネルギーの無駄の原因となる乾燥の過剰または乾燥が防止されます。
ヒント: 工程内検査とランダムサンプリングは、欠陥を早期に発見するのに役立ちます。最終ラインテストにより、最高品質のベニヤのみが施設から排出されることが保証されます。
定期的に技能試験プログラムに参加します。これらのプログラムは、破断係数や弾性係数などの機械的特性を評価し、変動性を明らかにし、目標を絞った改善を導きます。 ISO 9001 や ASTM D7036 などの国際規格に準拠することで、品質管理システムが正式化され、コンプライアンスがサポートされます。
ワークフローを合理化し、ダウンタイムを削減することで、生産性を向上できます。各シフトを開始するには、簡単な装備チェックを行ってください。重大な問題になる前に、軽微な問題に対処します。自動供給およびスタッキング システムを使用して、手作業での取り扱いを最小限に抑えます。これらの機能により、生産がスピードアップされ、怪我のリスクが軽減されます。
チームに明確な生産目標を設定します。を使用して進行状況を追跡する デジタル ダッシュボード や簡単なチェックリスト。ボトルネックに気づいたら、すぐに調査して解決します。乾燥中は最適なコンベア速度とラジエーター温度を維持します。モデルベースの最適化により、これらの要因が乾燥速度とエネルギー消費に最も大きな影響を与えることがわかります。これらのパラメータをチェックすることで、出力とエネルギー効率の両方が向上します。
| 生産性向上のヒントの | メリット |
|---|---|
| 自動スタッキング | ワークフローの高速化 |
| 定期的な設備点検 | ダウンタイムの短縮 |
| 最適化された乾燥 | より高いスループット、より低いコスト |
注: 定期的な監査とフィードバックを通じてサプライヤーと協力してください。これにより、高品質の資材の安定した供給が確保され、予期せぬ遅延が防止されます。
継続的なトレーニングにより、チームの能力が高まり、業務が安全に保たれます。定期的なトレーニング セッションをスケジュールして、機械の操作、安全プロトコル、品質基準を確認します。従業員に自分の経験を共有し、改善を提案するよう奨励します。品質意識向上キャンペーンは、継続的な改善の文化の促進に役立ちます。
また、事故やニアミスが発生した後の手順も見直す必要があります。新しいベスト プラクティスを反映するようにトレーニング資料を更新します。熟練度テストとスキル評価により、さらなる開発分野が特定されます。全員が最新の技術と標準を理解すると、エラーが減り、高い生産性が維持されます。
ヒント: チームの成長に投資してください。よく訓練されたオペレーターはより良い結果を生み出し、新しいテクノロジーに素早く適応します。
このガイドの各ステップに従うことで、安全性と効率性が確保されます。定期的なメンテナンスとベストプラクティスへの厳密な注意により、機器の信頼性が維持されます。適切なトレーニングは自信とスキルを高めます。細部に注意を払い、プロセスを改善する方法を常に探してください。継続的な改善は、日々の業務で最高の結果を達成するのに役立ちます。
あなたがすべき ナイフを毎日点検してください。ベニヤのくすみ、欠け、凹凸に気づいたら研ぐか交換してください。鋭いナイフによりきれいな切断が保証され、機械の負担が軽減されます。
まず、機械を停止し、コントロールパネルでエラーコードの意味を確認してください。マニュアルまたはトラブルシューティング ガイドを参照してください。問題を解決できない場合は、資格のある技術者にお問い合わせください。
はい、真空スタッカーが利用できない場合は、手動で機械を操作できます。ベニヤシートを扱うときは手袋を使用してください。損傷や反りを防ぐために、各シートを平らに置きます。
耐切創手袋、安全メガネ、聴覚保護具、つま先がスチール製のブーツを着用する必要があります。可動部分に巻き込まれないように、体にぴったりとフィットした衣服を選択してください。
正確な位置合わせのために真空スタッキング システムをアクティブにします。手動で積み重ねる場合は、シートを平らに置き、曲がらないようにしてください。シートをまっすぐに保つために、いっぱいになったスタックをすぐに取り除きます。
を押します。 すぐに非常停止ボタンを押してください 。すべての部品が停止するまで待ちます。詰まりを取り除くには、手ではなく工具を使用してください。再起動する前に損傷がないか点検してください。
利用可能な場合は、自動厚さ監視システムを使用してください。定期的にナイフギャップを確認し、調整してください。コントロールパネルから送り速度と主軸速度を監視します。
いいえ、掃除する前に必ず電源を切り、ロックアウトしてください。この手順により、偶発的な起動や電気的危険からあなたを守ります。





















































