










従来の施設を自動化モデルに移行するには、多額の設備投資が必要です。現代の製造業者は今日、厳しい経営プレッシャーに直面しています。人件費は世界市場全体で着実に上昇し続けています。原材料価格の変動は依然として大きい。さらに、海外のバイヤーはますます厳しい品質公差を要求しています。競争力を維持するには、信頼性が高く効率的なソリューションが必要です。
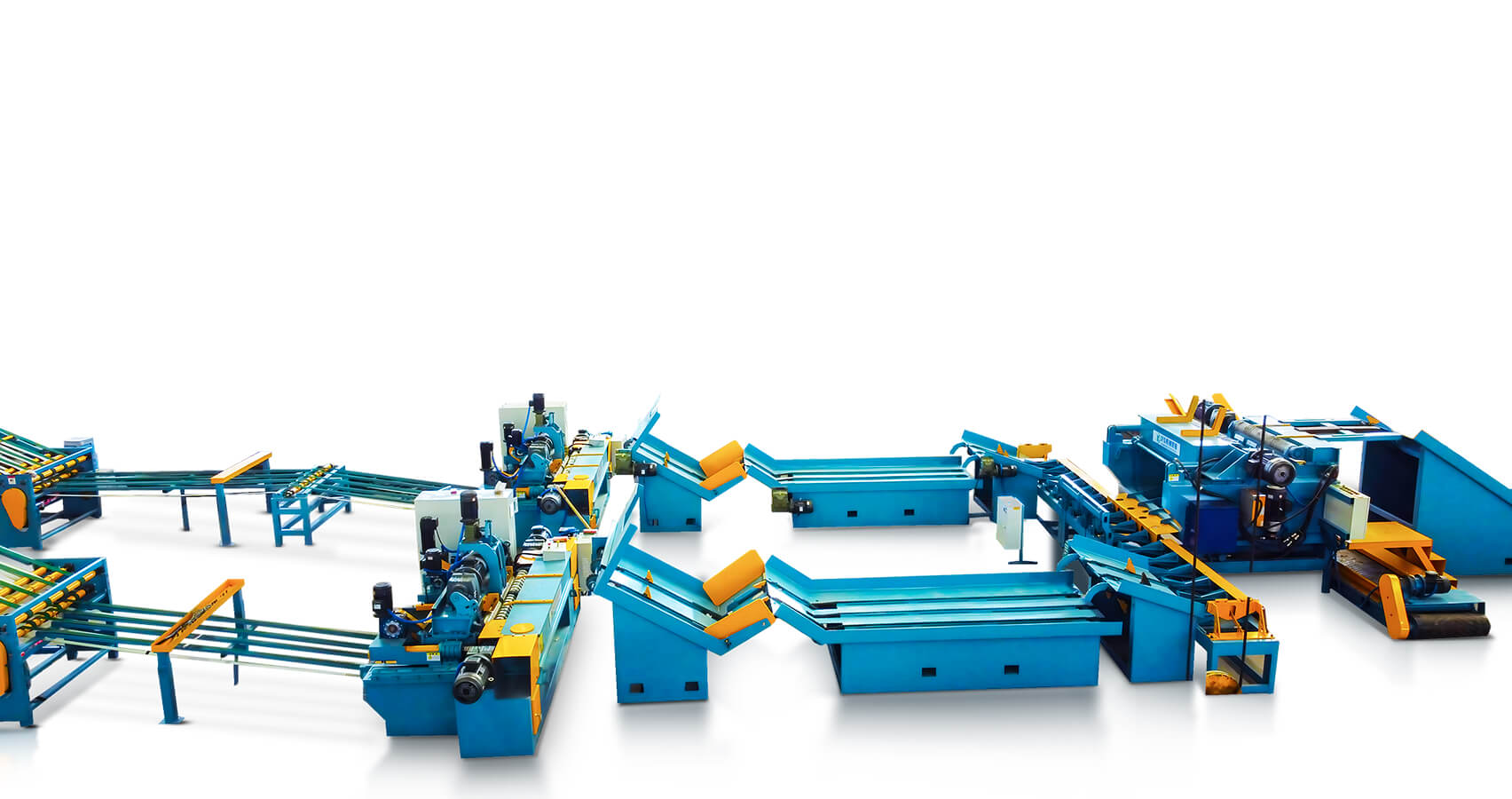
自動へのアップグレード 合板生産ラインは まさにこの利点を提供します。これは単なる機器のアップグレードをはるかに超えています。これは、プログラム可能で柔軟な自動化への戦略的移行を示しています。この包括的なガイドでは、自動化された機械の検証可能な利点を詳しく説明します。私たちは、最新のセットアップと従来の手動プロセスを注意深く対比させます。日々のスループットを最適化するための実用的な戦略を見つけることができます。最後に、ベンダー ソリューションを評価し、実装リスクを軽減するための構造化されたフレームワークを提供します。
プロセスの最適化: 自動化された接着と基板敷設にアップグレードすることで、材料の無駄と労働力への依存を大幅に削減し、予測可能な毎日の生産量を確保します。
品質の一貫性: コールドプレス段階とホットプレス段階のプログラマブル ロジック コントローラー (PLC) により人的ミスが排除され、均一な厚さ、密度、接着強度が保証されます。
リスクの軽減: 導入を成功させるには、厳格な工場受け入れテスト (FAT) と、オンサイトのダウンタイムを最小限に抑えるモジュール式の機械と電気の統合が必要です。
ベンダーの評価: 生産ラインを選択するには、サプライヤーの部品の入手可能性、ソフトウェアのサポート、複数のベニヤ寸法と接着剤の種類 (UF、MUF、PF) を処理する能力を監査する必要があります。
従来のモデルをアップグレードする 合板工場は 経営の経済性を根本的に変えます。手動での処理は、重大な生産上のボトルネックを引き起こします。人間の疲労は必然的に日々の生産性を低下させます。プログラム可能な自動化により、この依存関係は即座に解決されます。これにより、ボードあたりのコストの指標が効率的に安定します。地域の労働市場の不足に関係なく、利益率を保護できます。
材料歩留まりが大幅に向上することを考えてみましょう。手動操作では当然、貴重なコアベニヤが無駄になります。労働者は、忙しい勤務中に高価な工業用接着剤を過剰に塗布することがよくあります。自動化されたラインでは、センサーによる正確な測定が利用されます。すべてのパネル全体に正確な量の接着剤を一貫して塗布します。高価な材料廃棄物を迅速に回収します。歩留まりの向上は、工場の収益性の向上に直接つながります。
現代の製造業は柔軟な自動化に大きく依存しています。古い固定オートメーションでは、製品範囲が大幅に制限されます。逆に、プログラム可能なラインは、市場の需要の変化に迅速に適応します。オペレーターは、異なる標準サイズをシームレスに切り替えることができます。 1220mm x 2440mm の寸法の生産調整には数分しかかかりません。板厚3mmから18mmまで簡単に設定変更が可能です。長時間にわたる設備のダウンタイムは完全に解消されます。
| 運用メトリクス | 固定機械のオートメーション | 柔軟でプログラム可能なオートメーション |
|---|---|---|
| 製品切り替え | 遅い。大規模な物理的な再構成が必要です。 | 速い。デジタル調整はコントロールパネルから実行します。 |
| バッチの柔軟性 | 貧しい。単一製品の大規模な生産に厳密に適しています。 | 素晴らしい。さまざまな厚さ (3mm ~ 18mm) をシームレスに処理します。 |
| 長期的な適応性 | 低い。新しい市場標準に合わせてアップグレードするのが難しい。 | 高い。ソフトウェアのアップデートとモジュール式パーツにより長寿命が保証されます。 |

手動ローラー塗布と精密制御スプレッダーを比較してください。日常的に手動で塗布すると、接着剤の分布が不均一になります。一部のパネル領域には接着剤が多すぎます。他の重要な箇所は危険なほど乾燥したままです。にアップグレード中 自動接着により、 これらの重大な不一致が永久に解決されます。精密ローラーが正確に計算された微細な層を塗布します。
ここでは互換性変数が大きな役割を果たします。ハイエンドのスプレッダーは、工場現場で即座に調整可能です。さまざまなベニヤの厚さに合わせて簡単に調整できます。さらに、これらはさまざまな工業用接着剤と完全に統合されます。尿素ホルムアルデヒド (UF)、メラミン尿素ホルムアルデヒド (MUF)、およびフェノールホルムアルデヒド (PF) 樹脂はすべて、非常に特殊な取り扱いを必要とします。自動散布機は、それぞれの化学組成に対して最適な散布速度を維持します。
従来の手動スタッキングと最新の自動化システムを対比してください。手作業での積み上げには激しい肉体労働が必要です。動作が遅く、労働力を消耗させます。作業者は頻繁に内部コア層の位置をずらします。この欠陥のある手動プロセスにより、パネル内部に有害なエアポケットが閉じ込められることがよくあります。自動化 ボードの敷設により、 これらの運用上の問題点が正確に解消されます。
センサー駆動の位置合わせシステムにより、再現性の高い継続的なスタッキングが可能になります。自動供給機構により、各ベニヤシートが完璧に配置されます。この精度により、内部コアのギャップが直接防止されます。重なり合うエッジを厳密に排除します。一貫した層の位置合わせにより、構造的に優れた最終製品が保証されます。
プレス段階を同期させることで、パネルの究極の耐久性が決まります。コールドプレスは、この一連の作業において重要な準備の役割を果たします。まず、新しく組み立てられたベニヤスタックを完全に安定させます。機械は最終加熱段階の前に、閉じ込められた気泡を積極的に追い出します。最後に、重要な初期粘着力を提供します。
この準備の後、パネルは次の作業に入ります。 ホットプレス。従来の蒸気加熱システムと比較してサーマルオイル加熱を慎重に評価する必要があります。一般に、サーマルオイルはより均一な温度分布を実現します。インテリジェントな PLC 駆動制御により、温度と油圧の両方が厳密に管理されます。これらのデジタル セーフティ ネットは、悲惨な層間剥離を防ぎます。表面欠陥を大幅に軽減し、過剰硬化を完全に防ぎます。正確な熱管理は、最終的にボードの構造的完全性を定義します。
統合されたコンベアは、高効率の連続的な製品フローを生み出します。ホットパネルをプレスエリアからシームレスに移動させます。パネルは人間の介入なしに、粗エッジトリミング鋸に直接移動します。次に、自動的に細かいトリミング ステーションに入ります。自動化によりパネルは常に動き続けます。これにより、処理ステーション間の危険な手動フォークリフト輸送が不要になります。
表面仕上げは最終的な市場価格を大きく左右します。自動プレフライス盤は、粗いエッジを完璧に準備します。キャリブレーション研磨機は、上面と底面を同時に滑らかにします。微細な表面の欠陥を瞬時に除去します。一貫して高級な輸出グレードの表面仕上げを実現します。海外のバイヤーは、まさにこのレベルの美的完成度を求めています。
品質管理の統合は、新興業界の主要なトレンドを表しています。メーカーは現在、自動スキャン モジュールを頻繁にインストールしています。インラインの厚さ監視により、生産上の問題が即座に特定されます。リアルタイムの欠陥診断をメイン制御画面で直接受けられます。オペレーターは上流の設定を即座に調整できます。このプロアクティブな運用アプローチにより、制作後のスクラップが大幅に削減されます。
潜在的な導入リスクを正直に認識する必要があります。施設の設置面積計画には、購入前に細心の注意を払う必要があります。ラインレイアウトをカスタマイズすることで、毎日の安全な操作が保証されます。新しい重機を既存の工場寸法に適切に適合させる必要があります。緊急停止プロトコルは、フロア全体で厳密に遵守することが求められます。厳格な規制遵守により、従業員の安全が確保されます。
工場受け入れテスト (FAT) には、検証可能な大きな価値があります。購入者には完全な機械的事前テストを行うことを強くお勧めします。出荷前にメーカーの施設で包括的な電気的試験を要求してください。この真のプラグ アンド プレイ アプローチにより、現場での厄介な予期せぬ事態が最小限に抑えられます。これにより、サイト展開の時間が大幅に短縮されます。数カ月に及ぶ混乱した現場での組み立ては、すぐに管理できる数週間に短縮されます。
長期的なメンテナンス戦略を慎重に検討してください。導入が成功すると、肉体労働が大幅に減少します。ただし、高度なスキルを持った電気技術者の必要性も比例して増加します。標準化されたスペアパーツにより、迅速な機械修理が保証されます。アクセス可能な診断ソフトウェアにより、現地のメンテナンス チームが強化されます。
頭上の隙間の無視: 多日光ホットプレスユニットを設置する前に天井の高さを測定しないと、設置が大幅に遅れます。
電力制約の見落とし: 現在の電力網を監査せずに続行すると、ブレーカーが頻繁に落ちる原因になります。
FAT フェーズのスキップ: 工場での事前テストを拒否すると、多くの場合、実際のオンサイト生産中に複雑な PLC プログラミングのバグが発生します。
適切な機器メーカーを選択するには、厳格な評価基準が必要です。容量の一致により、ベースライン メトリックが形成されます。見積もられた機器のスループット仕様を工場の生産目標に厳密に合わせてください。過剰購入は貴重な運用資金を不必要に浪費します。過少購入は将来の収益成長を大きく制限します。
コンポーネントの調達には、綿密な技術的精査が必要です。重要な内部部品の正確な起源を評価します。メーカーが世界的に認められた電気部品を使用していることを確認してください。空気圧シリンダーは確立された国際ブランドのものである必要があります。この戦略的な調達により、現地での交換が容易になります。独自の交換コンポーネントが海外から到着するまでに何週間も待つ必要がなくなります。
サービス レベル アグリーメント (SLA) は、長期的な成功を大きく左右します。 24 時間年中無休のテクニカル サポートの絶対的な現実を評価します。実際のオンサイト設置の取り組みを透過的に評価します。ソフトウェア機械の長期的な更新については、お問い合わせください。信頼できる製造パートナーが、初期試運転終了後も長期間サポートします。
自動化された合板加工施設は、産業の必要な進化を表しています。運用を効果的に拡張するには、コア インフラストラクチャを最新化する必要があります。これは、依然として厳しい国際品質基準を満たす最も信頼できる方法です。
ベンダーについての議論を開始する前に、次の 3 つの実行可能なステップをお勧めします。
現在の手動のボトルネックを注意深く監査して、材料損失の正確な領域を特定します。
手作業によるベニヤの組み立てと積み重ねに費やす直接労働時間を毎週測定します。
正式な提案依頼書を発行する前に、毎月の接着剤の廃棄量を計算して、正確な社内パフォーマンスのベースラインを構築します。
A: 設置のスケジュールは、機器の複雑さと現場の準備状況によって異なります。標準的な自動ラインでは通常、オンサイトでの完全な試運転に 4 ~ 8 週間かかります。事前に厳格な工場受け入れテスト (FAT) を実施すると、この時間が大幅に短縮されます。水平な基礎や適切な電気配線などの設置場所の準備は、最初の納品前に完了する必要があります。
A: はい。最新のプログラム可能な自動化システムは、運用上の高い柔軟性を提供します。オペレーターはデジタル制御パネルを使用して物理設定を調整します。従来の固定機械と比較して、工具交換時間が大幅に短縮されます。生産のダウンタイムを最小限に抑えながら、標準の長さを切り替えたり、板厚を 3 mm から 18 mm まで変更したりできます。
A: 投資収益率は、現地の人件費と 1 日あたりの処理量に大きく依存します。ほとんどの最新の施設では、18 ~ 24 か月以内に全額の資本収益が得られます。自動舗装により、直接的な人件費が大幅に削減されます。また、コアのギャップを防ぐことで構造的不良率を大幅に低下させます。日々の処理量の増加により、この財務回復がさらに加速されます。
A: 高品質の自動スプレッダーは、さまざまな化学物質の粘度にシームレスに対応します。尿素ホルムアルデヒド (UF)、メラミン尿素ホルムアルデヒド (MUF)、およびフェノールホルムアルデヒド (PF) 樹脂を適切に利用できます。高度なメカニカルローラーシステムにより、正確な調整が可能です。この機能的な柔軟性により、適用する特定の工業用接着剤配合に関係なく、最適な散布率が保証されます。





















































