Vistas: 0 Autor: Editor del sitio Hora de publicación: 2026-06-05 Origen: Sitio











La transición de una instalación tradicional a un modelo automatizado exige una importante inversión de capital. Los fabricantes modernos se enfrentan hoy en día a una intensa presión operativa. Los costos laborales siguen aumentando de manera constante en los mercados globales. Los precios de las materias primas siguen siendo muy volátiles. Además, los compradores internacionales exigen tolerancias de calidad cada vez más estrictas. Necesita una solución confiable y eficiente para seguir siendo competitivo.
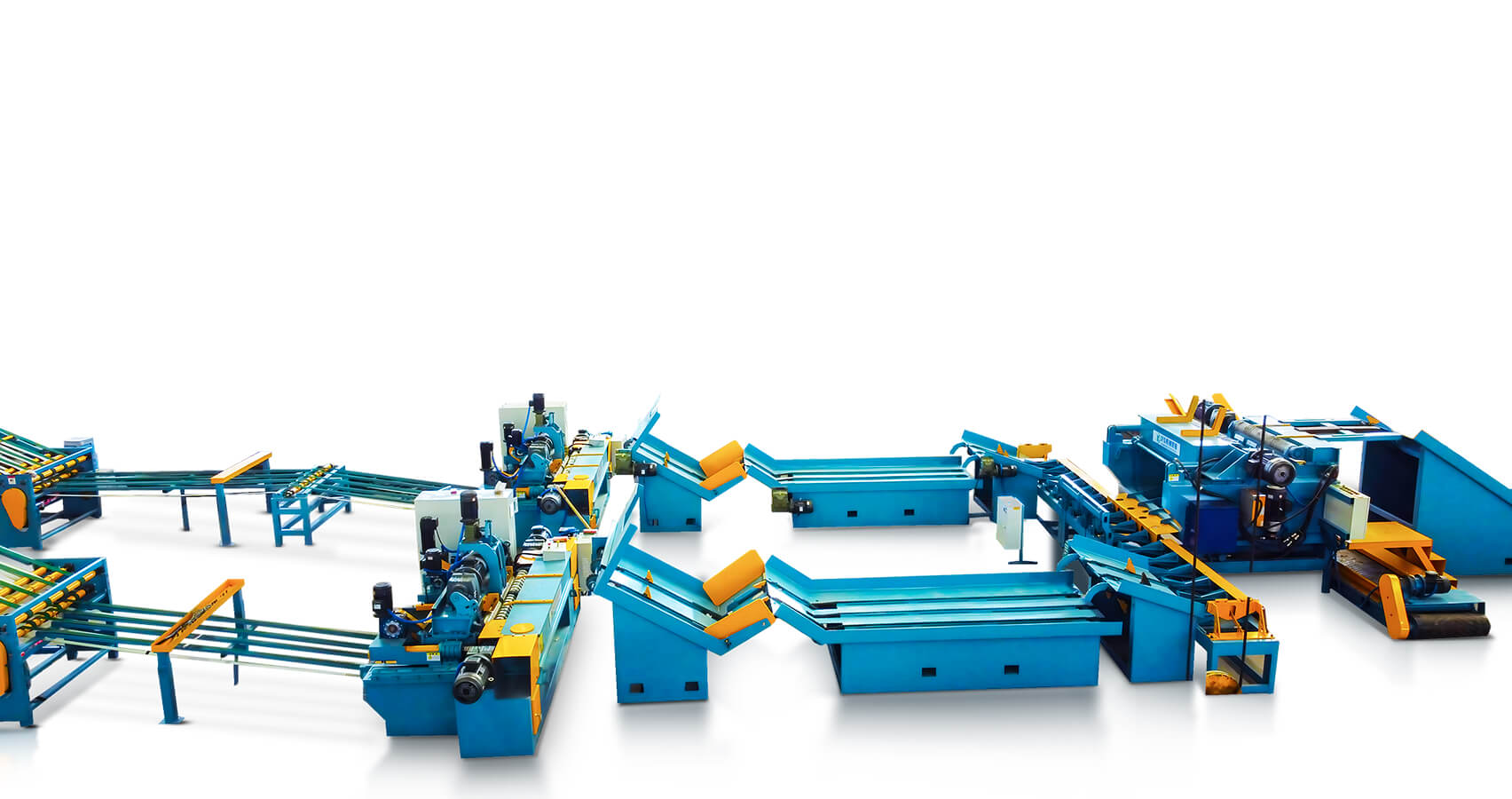
Actualización a una automática La línea de producción de madera contrachapada ofrece exactamente esta ventaja. Representa mucho más que una simple actualización del equipo. Señala un cambio estratégico hacia la automatización programable y flexible. Esta guía completa desglosa los beneficios verificables de la maquinaria automatizada. Contrastamos cuidadosamente las configuraciones modernas con los procesos manuales tradicionales. Descubrirá estrategias prácticas para optimizar el rendimiento diario. Finalmente, proporcionamos un marco estructurado para evaluar las soluciones de los proveedores y mitigar los riesgos de implementación.
Optimización de procesos: la actualización al encolado y colocación de tableros automatizados reduce drásticamente el desperdicio de material y la dependencia de mano de obra, al tiempo que garantiza una producción diaria predecible.
Consistencia de calidad: Los controladores lógicos programables (PLC) en las etapas de prensado en frío y en caliente eliminan el error humano, asegurando espesor, densidad y fuerza de unión uniformes.
Mitigación de riesgos: la implementación exitosa depende de rigurosas pruebas de aceptación de fábrica (FAT) y de la integración mecánica-eléctrica modular para minimizar el tiempo de inactividad en el sitio.
Evaluación del proveedor: Seleccionar una línea de producción requiere auditar la disponibilidad de piezas, el soporte de software y la capacidad del proveedor para manejar múltiples dimensiones de chapa y tipos de pegamento (UF, MUF, PF).
Actualizando tu tradicional La fábrica de madera contrachapada cambia fundamentalmente su economía operativa. La manipulación manual crea graves cuellos de botella en la producción. La fatiga humana inevitablemente ralentiza la producción diaria. La automatización programable resuelve esta dependencia de inmediato. Estabiliza su métrica de costo por placa de manera eficiente. Protege los márgenes de beneficio independientemente de la escasez del mercado laboral local.
Considere la enorme mejora en el rendimiento del material. Las operaciones manuales naturalmente desperdician un valioso revestimiento del núcleo. Los trabajadores suelen aplicar en exceso adhesivos industriales costosos durante los turnos apresurados. Las líneas automatizadas utilizan mediciones precisas impulsadas por sensores. Aplican volúmenes exactos de pegamento de manera consistente en cada panel. Recuperará rápidamente los costosos residuos de material. Un mejor rendimiento se traduce directamente en una mayor rentabilidad de la fábrica.
La fabricación moderna depende en gran medida de la automatización flexible. La automatización fija más antigua limita gravemente su gama de productos. Por el contrario, las líneas programables se adaptan rápidamente a las cambiantes demandas del mercado. Los operadores pueden cambiar sin problemas entre diferentes tamaños estándar. Ajustar la producción para dimensiones de 1220 mm x 2440 mm lleva apenas unos minutos. Puede modificar fácilmente la configuración para espesores de tablero que oscilan entre 3 mm y 18 mm. El tiempo de inactividad prolongado del equipo desaparece por completo.
| métrica operativa | Automatización de maquinaria fija | Automatización programable flexible |
|---|---|---|
| Cambio de producto | Lento. Requiere un amplio reequipamiento físico. | Rápido. Los ajustes digitales se ejecutan a través de paneles de control. |
| Flexibilidad de lotes | Pobre. Estrictamente adecuado para tiradas masivas de un solo producto. | Excelente. Maneja sin problemas espesores variables (3 mm-18 mm). |
| Adaptabilidad a largo plazo | Bajo. Difícil de actualizar para los nuevos estándares del mercado. | Alto. Las actualizaciones de software y las piezas modulares garantizan la longevidad. |

Compare una aplicación de rodillo manual con esparcidores controlados con precisión. La aplicación manual crea habitualmente una distribución desigual del pegamento. Algunas áreas del panel reciben demasiado adhesivo. Otros puntos vitales permanecen peligrosamente secos. Actualizando a El encolado automatizado resuelve estas inconsistencias críticas de forma permanente. Los rodillos de precisión aplican una capa microscópica exactamente calculada.
Las variables de compatibilidad juegan un papel muy importante aquí. Los esparcidores de alta gama ofrecen capacidad de ajuste inmediato en la fábrica. Puede calibrarlos fácilmente para distintos espesores de chapa. Además, se integran perfectamente con diferentes adhesivos industriales. Las resinas de urea-formaldehído (UF), melamina-urea-formaldehído (MUF) y fenol-formaldehído (PF) requieren un manejo muy específico. Los esparcidores automáticos mantienen tasas de dispersión óptimas para cada composición química distinta.
Compare el apilamiento manual tradicional con los sistemas automatizados modernos. El apilamiento manual requiere un trabajo físico intenso. Se mueve lentamente y agota a su fuerza laboral. Los trabajadores frecuentemente desalinean las capas internas del núcleo. Este proceso manual defectuoso a menudo atrapa bolsas de aire destructivas dentro del panel. Automatizado La colocación de tablas elimina exactamente estos puntos débiles operativos.
Los sistemas de alineación impulsados por sensores proporcionan un apilamiento continuo altamente repetible. Los mecanismos de alimentación automatizados posicionan perfectamente cada hoja de chapa. Esta precisión evita directamente los huecos internos del núcleo. Elimina estrictamente los bordes superpuestos. La alineación constante de las capas garantiza un producto final estructuralmente superior.
La sincronización de las etapas de prensado determina la máxima durabilidad del panel. La prensa en frío desempeña un papel preparatorio vital en esta secuencia. En primer lugar, estabiliza completamente la pila de chapa recién montada. La máquina expulsa activamente las burbujas de aire atrapadas antes de la fase final de calentamiento. Finalmente, proporciona la crucial adherencia adhesiva inicial.
Después de esta preparación, los paneles ingresan al prensa caliente . Debe evaluar cuidadosamente el calentamiento por aceite térmico frente a los sistemas tradicionales de calentamiento por vapor. El aceite térmico generalmente ofrece una distribución de temperatura más uniforme. Los controles inteligentes controlados por PLC gestionan estrictamente tanto la temperatura como la presión hidráulica. Estas redes de seguridad digitales evitan una desastrosa delaminación. Reducen significativamente los defectos superficiales y dejan de curar por completo. La gestión térmica precisa define en última instancia la integridad estructural de la placa.
Los transportadores integrados crean un flujo continuo de producto altamente eficiente. Alejan los paneles calientes sin problemas del área de prensa. Los paneles viajan directamente a las sierras desbastadoras sin intervención humana. A continuación, ingresan automáticamente a las estaciones de recorte fino. La automatización mantiene los paneles en constante movimiento. Esto elimina el peligroso transporte manual con carretillas elevadoras entre estaciones de procesamiento.
El acabado de la superficie determina en gran medida el precio final de mercado. Las máquinas prefresadoras automáticas preparan perfectamente los bordes rugosos. Las lijadoras de calibración alisan las caras superior e inferior simultáneamente. Eliminan imperfecciones microscópicas de la superficie al instante. Usted logra consistentemente acabados superficiales de primera calidad para exportación. Los compradores internacionales exigen este nivel exacto de perfección estética.
La integración del control de calidad representa una tendencia emergente dominante en la industria. Los fabricantes ahora instalan con frecuencia módulos de escaneo automatizados. El monitoreo de espesor en línea identifica los problemas de producción de inmediato. Recibe un diagnóstico de defectos en tiempo real directamente en la pantalla de control principal. Los operadores pueden ajustar la configuración aguas arriba al instante. Este enfoque operativo proactivo reduce drásticamente los desechos de posproducción.
Debe reconocer honestamente los posibles riesgos de implementación. La planificación del espacio de las instalaciones requiere una atención meticulosa antes de comprar. La personalización del diseño de la línea garantiza un funcionamiento diario seguro. Debe adaptar correctamente el equipo pesado nuevo a las dimensiones existentes de fábrica. Los protocolos de parada de emergencia exigen un cumplimiento estricto en todo el piso. El riguroso cumplimiento normativo mantiene segura a su fuerza laboral.
Las pruebas de aceptación de fábrica (FAT) tienen un enorme valor verificable. Recomendamos encarecidamente a los compradores que insistan en realizar pruebas previas mecánicas completas. Exija pruebas eléctricas integrales en las instalaciones del fabricante antes del envío. Este verdadero enfoque plug-and-play minimiza las sorpresas desagradables en el sitio. Acorta significativamente los plazos de implementación del sitio. Meses de montaje caótico en el sitio rápidamente se reducen a semanas manejables.
Considere cuidadosamente su estrategia de mantenimiento a largo plazo. El trabajo físico disminuye significativamente tras un despliegue exitoso. Sin embargo, su necesidad de técnicos eléctricos altamente calificados aumenta proporcionalmente. Los repuestos estandarizados garantizan reparaciones mecánicas rápidas. El software de diagnóstico accesible fortalece a su equipo de mantenimiento localizado.
Ignorar los espacios libres superiores: no medir la altura del techo antes de instalar unidades de prensado en caliente con luz diurna múltiple provoca graves retrasos en la instalación.
Pasar por alto las limitaciones de energía: Continuar sin auditar su red eléctrica actual provoca frecuentes disparos de interruptores.
Saltarse la fase FAT: Rechazar las pruebas previas en fábrica a menudo resulta en la aparición de errores complejos de programación de PLC durante la producción en vivo en el sitio.
Seleccionar el fabricante de equipos adecuado requiere criterios de evaluación estrictos. La coincidencia de capacidad constituye su métrica de referencia. Alinee las especificaciones de rendimiento del equipo cotizadas estrictamente con los objetivos de producción de su fábrica. La compra excesiva desperdicia innecesariamente un valioso capital operativo. La subcompra restringe en gran medida el crecimiento futuro de sus ingresos.
El abastecimiento de componentes requiere un profundo escrutinio técnico. Evaluar el origen exacto de las piezas internas críticas. Asegúrese de que el fabricante utilice componentes eléctricos reconocidos a nivel mundial. Los cilindros neumáticos deben proceder de marcas internacionales establecidas. Este abastecimiento estratégico garantiza un reemplazo local más fácil. Evita esperar semanas para que lleguen componentes de reemplazo patentados del extranjero.
Los acuerdos de nivel de servicio (SLA) determinan en gran medida su éxito a largo plazo. Evalúe la absoluta realidad de su soporte técnico 24 horas al día, 7 días a la semana. Evaluar de forma transparente sus compromisos reales de instalación in situ. Consulte sobre actualizaciones de maquinaria de software a largo plazo. Un socio de fabricación confiable le respalda mucho después de que finalice la puesta en servicio inicial.
Una instalación automatizada de procesamiento de madera contrachapada representa una evolución industrial necesaria. Debe modernizar la infraestructura central para escalar las operaciones de manera efectiva. Sigue siendo la forma más confiable de cumplir con estrictos estándares de calidad internacionales.
Recomendamos tres próximos pasos viables antes de iniciar conversaciones con los proveedores:
Audite cuidadosamente sus cuellos de botella manuales actuales para identificar áreas exactas de pérdida de material.
Mida las horas de mano de obra directa dedicadas semanalmente al montaje y apilado manual de chapa.
Calcule su desperdicio mensual de adhesivo para construir una base de referencia de desempeño interno precisa antes de emitir cualquier solicitud de propuesta formal.
R: Los plazos de instalación varían según la complejidad del equipo y la preparación del sitio. Una línea automatizada estándar normalmente requiere de cuatro a ocho semanas para su completa puesta en servicio in situ. La realización previa de una rigurosa Prueba de Aceptación en Fábrica (FAT) reduce significativamente este plazo. La preparación del sitio, incluidos los cimientos nivelados y el tendido eléctrico adecuado, debe finalizar antes de la entrega inicial.
R: Sí. Los modernos sistemas de automatización programables ofrecen una alta flexibilidad operativa. Los operadores utilizan paneles de control digitales para ajustar la configuración física. Los tiempos de cambio de herramienta se reducen significativamente en comparación con la maquinaria fija tradicional. Puede cambiar entre longitudes estándar y variar el grosor de los tableros de 3 mm a 18 mm con un tiempo de inactividad de producción mínimo.
R: El retorno de la inversión depende en gran medida de las tarifas laborales locales y del rendimiento diario. La mayoría de las instalaciones modernas obtienen retornos completos del capital en un plazo de 18 a 24 meses. La pavimentación automatizada reduce drásticamente los gastos de mano de obra directa. También reduce drásticamente la tasa de rechazo estructural al evitar brechas centrales. El aumento del rendimiento diario acelera aún más esta recuperación financiera.
R: Los esparcidores automáticos de alta calidad se adaptan perfectamente a diversas viscosidades químicas. Puede utilizar con éxito resinas de urea-formaldehído (UF), melamina-urea-formaldehído (MUF) y fenol-formaldehído (PF). Los sistemas de rodillos mecánicos avanzados permiten ajustes precisos. Esta flexibilidad funcional garantiza tasas de dispersión óptimas independientemente de la fórmula adhesiva industrial específica que elija aplicar.





















































