Vues : 0 Auteur : Éditeur du site Heure de publication : 2026-06-05 Origine : Site











La transition d’une installation traditionnelle vers un modèle automatisé nécessite un investissement en capital important. Les fabricants modernes sont aujourd’hui confrontés à une pression opérationnelle intense. Les coûts du travail continuent d’augmenter régulièrement sur les marchés mondiaux. Les prix des matières premières restent très volatils. De plus, les acheteurs internationaux exigent des tolérances de qualité de plus en plus strictes. Vous avez besoin d’une solution fiable et efficace pour rester compétitif.
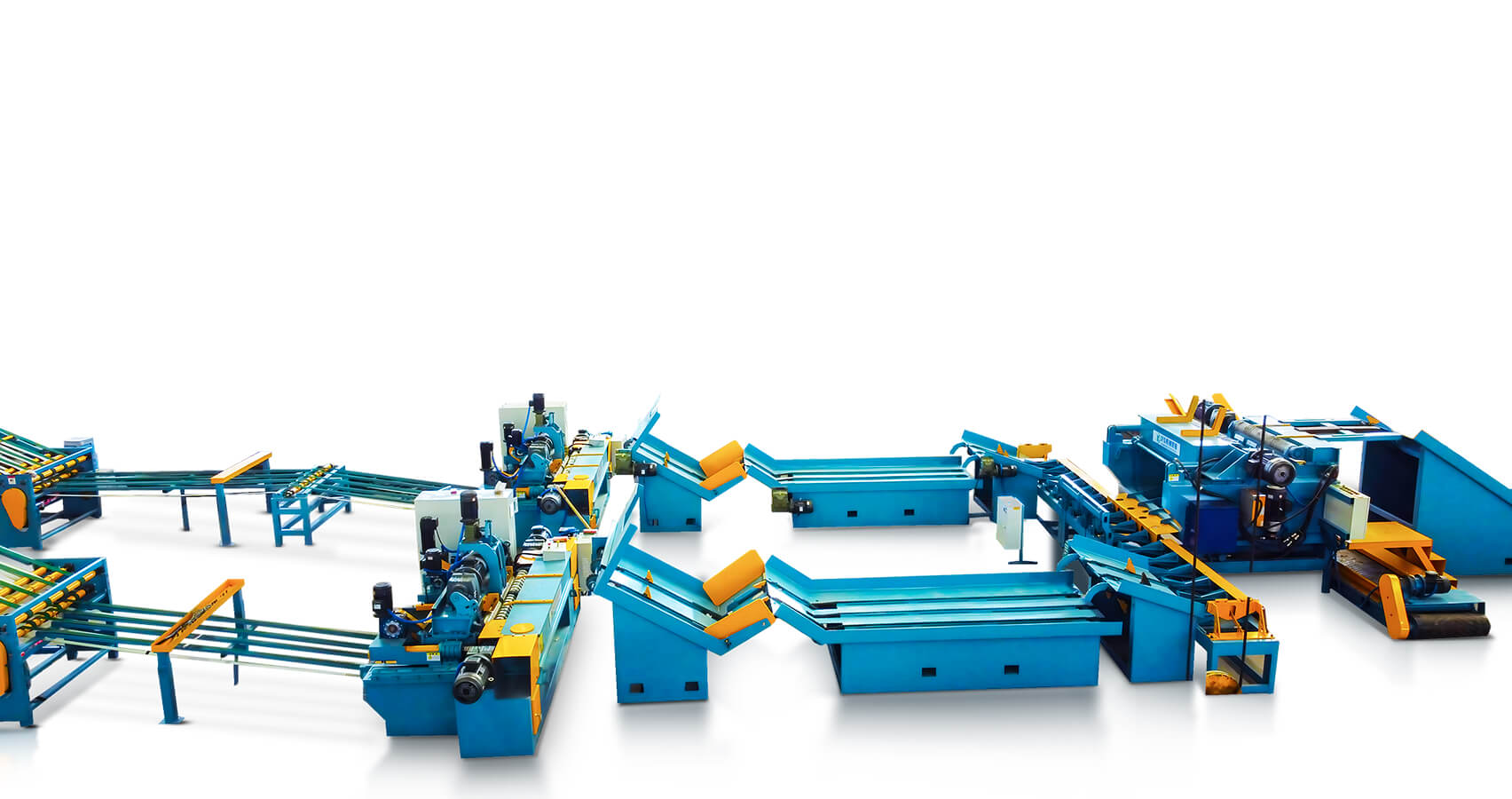
Passage à un système automatique La ligne de production de contreplaqué offre exactement cet avantage. Cela représente bien plus qu’une simple mise à niveau d’équipement. Cela marque un changement stratégique vers une automatisation programmable et flexible. Ce guide complet présente les avantages vérifiables des machines automatisées. Nous comparons soigneusement les configurations modernes aux processus manuels traditionnels. Vous découvrirez des stratégies concrètes pour optimiser le débit quotidien. Enfin, nous fournissons un cadre structuré pour évaluer les solutions des fournisseurs et atténuer les risques de mise en œuvre.
Optimisation des processus : la mise à niveau vers le collage et la pose de panneaux automatisés réduit considérablement le gaspillage de matériaux et les dépendances en matière de main-d'œuvre tout en garantissant un rendement quotidien prévisible.
Cohérence de la qualité : les contrôleurs logiques programmables (PLC) dans les étapes de pressage à froid et à chaud éliminent les erreurs humaines, garantissant une épaisseur, une densité et une force de liaison uniformes.
Atténuation des risques : un déploiement réussi repose sur des tests d'acceptation en usine (FAT) rigoureux et une intégration mécano-électrique modulaire pour minimiser les temps d'arrêt sur site.
Évaluation du fournisseur : la sélection d'une ligne de production nécessite un audit de la disponibilité des pièces du fournisseur, du support logiciel et de la capacité à gérer plusieurs dimensions de placage et types de colle (UF, MUF, PF).
Améliorer votre traditionnel L'usine de contreplaqué change fondamentalement votre économie opérationnelle. La manutention manuelle crée de graves goulets d’étranglement dans la production. La fatigue humaine ralentit inévitablement la production quotidienne. L'automatisation programmable résout cette dépendance immédiatement. Il stabilise efficacement votre coût par carte. Vous protégez vos marges bénéficiaires quelles que soient les pénuries de main d’œuvre locale.
Considérez l’amélioration massive du rendement des matériaux. Les opérations manuelles gaspillent naturellement un précieux placage d’âme. Les travailleurs appliquent souvent trop d’adhésifs industriels coûteux lors de quarts de travail précipités. Les lignes automatisées utilisent des mesures précises pilotées par des capteurs. Ils appliquent des volumes de colle exacts et cohérents sur chaque panneau. Vous récupérez rapidement des déchets matériels coûteux. Un meilleur rendement se traduit directement par une rentabilité plus élevée de l’usine.
La fabrication moderne repose en grande partie sur une automatisation flexible. L'automatisation fixe plus ancienne limite considérablement votre gamme de produits. À l’inverse, les lignes programmables s’adaptent rapidement aux demandes changeantes du marché. Les opérateurs peuvent basculer en toute transparence entre différentes tailles standard. L'ajustement de la production pour des dimensions de 1 220 mm x 2 440 mm ne prend que quelques minutes. Vous pouvez facilement modifier les paramètres pour des épaisseurs de panneaux allant de 3 mm à 18 mm. Les temps d’arrêt prolongés des équipements disparaissent complètement.
| métriques opérationnelles | Automatisation de machines fixes | Automatisation programmable flexible |
|---|---|---|
| Changement de produit | Lent. Nécessite un réoutillage physique approfondi. | Rapide. Les ajustements numériques sont exécutés via des panneaux de commande. |
| Flexibilité des lots | Pauvre. Strictement adapté aux séries massives d’un seul produit. | Excellent. Gère en toute transparence des épaisseurs variables (3 mm à 18 mm). |
| Adaptabilité à long terme | Faible. Difficile de s'adapter aux nouveaux standards du marché. | Haut. Les mises à jour logicielles et les pièces modulaires garantissent la longévité. |

Comparez une application manuelle au rouleau avec des épandeurs contrôlés avec précision. L'application manuelle crée régulièrement une répartition inégale de la colle. Certaines zones des panneaux reçoivent trop d'adhésif. D’autres points vitaux restent dangereusement secs. Mise à niveau vers le collage automatisé résout définitivement ces incohérences critiques. Les rouleaux de précision appliquent une couche microscopique exactement calculée.
Les variables de compatibilité jouent ici un rôle majeur. Les épandeurs haut de gamme offrent un réglage immédiat dans l'usine. Vous pouvez facilement les calibrer pour différentes épaisseurs de placage. De plus, ils s’intègrent parfaitement aux différents adhésifs industriels. Les résines urée-formaldéhyde (UF), mélamine-urée-formaldéhyde (MUF) et phénol-formaldéhyde (PF) nécessitent toutes une manipulation très spécifique. Les épandeurs automatisés maintiennent des taux d’épandage optimaux pour chaque composition chimique distincte.
Comparez l’empilage manuel traditionnel aux systèmes automatisés modernes. L'empilage manuel nécessite un travail physique intense. Cela avance lentement et épuise votre main-d’œuvre. Les travailleurs malalignent souvent les couches internes. Ce processus manuel défectueux emprisonne souvent des poches d’air destructrices à l’intérieur du panneau. Automatisé La pose de planches élimine ces problèmes opérationnels précis.
Les systèmes d'alignement pilotés par capteurs permettent un empilement hautement reproductible en continu. Des mécanismes d'alimentation automatisés positionnent parfaitement chaque feuille de placage. Cette précision évite directement les lacunes internes du noyau. Il élimine strictement les bords qui se chevauchent. Un alignement cohérent des couches garantit un produit final structurellement supérieur.
La synchronisation de vos étapes de pressage détermine la durabilité ultime des panneaux. La presse à froid joue un rôle préparatoire essentiel dans cette séquence. Premièrement, il stabilise complètement la pile de placages nouvellement assemblée. La machine expulse activement les bulles d'air emprisonnées avant la phase de chauffage finale. Enfin, il fournit le point d’adhérence initial crucial.
Suite à cette préparation, les panneaux entrent dans le presse à chaud . Vous devez évaluer soigneusement le chauffage à l’huile thermique par rapport aux systèmes de chauffage à vapeur traditionnels. L'huile thermique offre généralement une répartition plus uniforme de la température. Les commandes intelligentes pilotées par PLC gèrent strictement la température et la pression hydraulique. Ces filets de sécurité numériques empêchent un délaminage désastreux. Ils réduisent considérablement les défauts de surface et arrêtent complètement le durcissement excessif. Une gestion thermique précise définit en fin de compte l'intégrité structurelle du panneau.
Les convoyeurs intégrés créent un flux de produits continu très efficace. Ils éloignent facilement les panneaux chauds de la zone de presse. Les panneaux se déplacent directement dans les scies à dégrossir sans intervention humaine. Ensuite, ils entrent automatiquement dans les stations de parage fin. L'automatisation maintient les panneaux en mouvement constant. Cela élimine le transport manuel dangereux par chariot élévateur entre les stations de traitement.
La finition de surface dicte fortement votre prix final sur le marché. Des machines de pré-fraisage automatisées préparent parfaitement les aspérités. Les ponceuses de calibrage lissent simultanément les faces supérieure et inférieure. Ils éliminent instantanément les imperfections microscopiques de la surface. Vous obtenez systématiquement des finitions de surface de qualité supérieure pour l’exportation. Les acheteurs internationaux exigent ce niveau exact de perfection esthétique.
L’intégration du contrôle qualité représente une tendance émergente dominante de l’industrie. Les fabricants installent désormais fréquemment des modules de numérisation automatisés. La surveillance de l'épaisseur en ligne identifie immédiatement les problèmes de production. Vous recevez un diagnostic de défaut en temps réel directement sur l'écran de contrôle principal. Les opérateurs peuvent ajuster instantanément les paramètres en amont. Cette approche opérationnelle proactive réduit considérablement les rebuts post-production.
Vous devez reconnaître honnêtement les risques potentiels de déploiement. La planification de l’empreinte des installations nécessite une attention méticuleuse avant l’achat. La personnalisation du tracé de la ligne garantit un fonctionnement quotidien en toute sécurité. Vous devez adapter correctement le nouvel équipement lourd aux dimensions d’usine existantes. Les protocoles d’arrêt d’urgence exigent un strict respect sur tout l’étage. Une conformité réglementaire rigoureuse assure la sécurité de votre personnel.
Les tests d'acceptation en usine (FAT) ont une valeur vérifiable considérable. Nous conseillons fortement aux acheteurs d'insister sur un pré-test mécanique complet. Exigez des essais électriques complets dans les installations du fabricant avant l'expédition. Cette véritable approche plug-and-play minimise les mauvaises surprises sur site. Cela réduit considérablement les délais de déploiement du site. Des mois d’assemblage chaotique sur site se transforment rapidement en semaines gérables.
Réfléchissez attentivement à votre stratégie de maintenance à long terme. Le travail physique diminue considérablement lors d’un déploiement réussi. Cependant, votre besoin en techniciens électriciens hautement qualifiés augmente proportionnellement. Des pièces de rechange standardisées garantissent des réparations mécaniques rapides. Un logiciel de diagnostic accessible donne du pouvoir à votre équipe de maintenance localisée.
Ignorer les dégagements en hauteur : ne pas mesurer la hauteur des plafonds avant d'installer des unités de presse à chaud à plusieurs lumières du jour entraîne de graves retards d'installation.
Négliger les contraintes électriques : procéder sans auditer votre réseau électrique actuel entraîne des déclenchements fréquents des disjoncteurs.
Ignorer la phase FAT : le refus des tests préalables en usine entraîne souvent l'apparition de bogues complexes de programmation d'automate lors de la production en direct sur site.
La sélection du bon fabricant d’équipement nécessite des critères d’évaluation stricts. La correspondance de capacité constitue votre métrique de référence. Alignez strictement les spécifications de débit des équipements indiquées sur vos objectifs de production d’usine. La surachat gaspille inutilement un précieux capital opérationnel. Le sous-achat limite considérablement la croissance future de vos revenus.
L’approvisionnement en composants nécessite un examen technique approfondi. Évaluez l’origine exacte des pièces internes critiques. Assurez-vous que le fabricant utilise des composants électriques mondialement reconnus. Les vérins pneumatiques doivent provenir de marques internationales établies. Ce sourcing stratégique garantit un remplacement local plus facile. Vous évitez d’attendre des semaines pour des composants de remplacement exclusifs arrivant de l’étranger.
Les accords de niveau de service (SLA) déterminent fortement votre réussite à long terme. Évaluez la réalité absolue de leur support technique 24h/24 et 7j/7. Évaluez de manière transparente leurs engagements réels d’installation sur site. Renseignez-vous sur les mises à jour à long terme des machines logicielles. Un partenaire de fabrication fiable vous accompagne longtemps après la fin de la mise en service initiale.
Une installation automatisée de traitement du contreplaqué représente une évolution industrielle nécessaire. Vous devez moderniser l’infrastructure de base pour faire évoluer efficacement les opérations. Cela reste le moyen le plus fiable de répondre aux normes de qualité internationales strictes.
Nous recommandons trois prochaines étapes concrètes avant d’entamer des discussions avec les fournisseurs :
Auditez soigneusement vos goulots d’étranglement manuels actuels pour identifier les zones exactes de perte de matière.
Mesurez les heures de travail directes consacrées chaque semaine à l’assemblage et à l’empilage manuels des placages.
Calculez vos déchets d'adhésif mensuels pour établir une référence de performance interne précise avant d'émettre une demande de proposition formelle.
R : Les délais d'installation varient en fonction de la complexité de l'équipement et de l'état de préparation du site. Une ligne automatisée standard nécessite généralement quatre à huit semaines pour une mise en service complète sur site. La réalisation préalable d’un test d’acceptation en usine (FAT) rigoureux réduit considérablement ce délai. La préparation du site, y compris les fondations nivelées et le câblage électrique approprié, doivent être terminées avant la livraison initiale.
R : Oui. Les systèmes d'automatisation programmables modernes offrent une grande flexibilité opérationnelle. Les opérateurs utilisent des panneaux de commande numériques pour ajuster les paramètres physiques. Les temps de changement d’outils diminuent considérablement par rapport aux machines fixes traditionnelles. Vous pouvez basculer entre des longueurs standard et varier les épaisseurs de panneaux de 3 mm à 18 mm avec un temps d'arrêt de production minimal.
R : Le retour sur investissement dépend fortement de vos tarifs de main-d'œuvre locaux et de votre débit quotidien. La plupart des installations modernes enregistrent un retour sur investissement complet dans un délai de 18 à 24 mois. Le pavage automatisé réduit considérablement les frais généraux de main-d'œuvre directe. Cela réduit également considérablement le taux de rejet structurel en évitant les lacunes dans le noyau. L’augmentation du débit quotidien accélère encore cette reprise financière.
R : Les épandeurs automatisés de haute qualité s’adaptent parfaitement à diverses viscosités chimiques. Vous pouvez utiliser avec succès les résines urée-formaldéhyde (UF), mélamine-urée-formaldéhyde (MUF) et phénol-formaldéhyde (PF). Les systèmes de rouleaux mécaniques avancés permettent des ajustements précis. Cette flexibilité fonctionnelle garantit des taux d’étalement optimaux quelle que soit la formule adhésive industrielle spécifique que vous choisissez d’appliquer.





















































