Megtekintések: 0 Szerző: Site Editor Közzététel ideje: 2026-06-05 Eredet: Telek











A hagyományos létesítmény automatizált modellre való átállása jelentős tőkebefektetést igényel. A modern gyártók manapság intenzív működési nyomással néznek szembe. A munkaerőköltségek folyamatosan emelkednek a globális piacokon. A nyersanyagárak továbbra is erősen ingadozók. Ezenkívül a nemzetközi vásárlók egyre szigorúbb minőségi tűréshatárokat követelnek meg. Megbízható, hatékony megoldásra van szüksége ahhoz, hogy versenyképes maradjon.
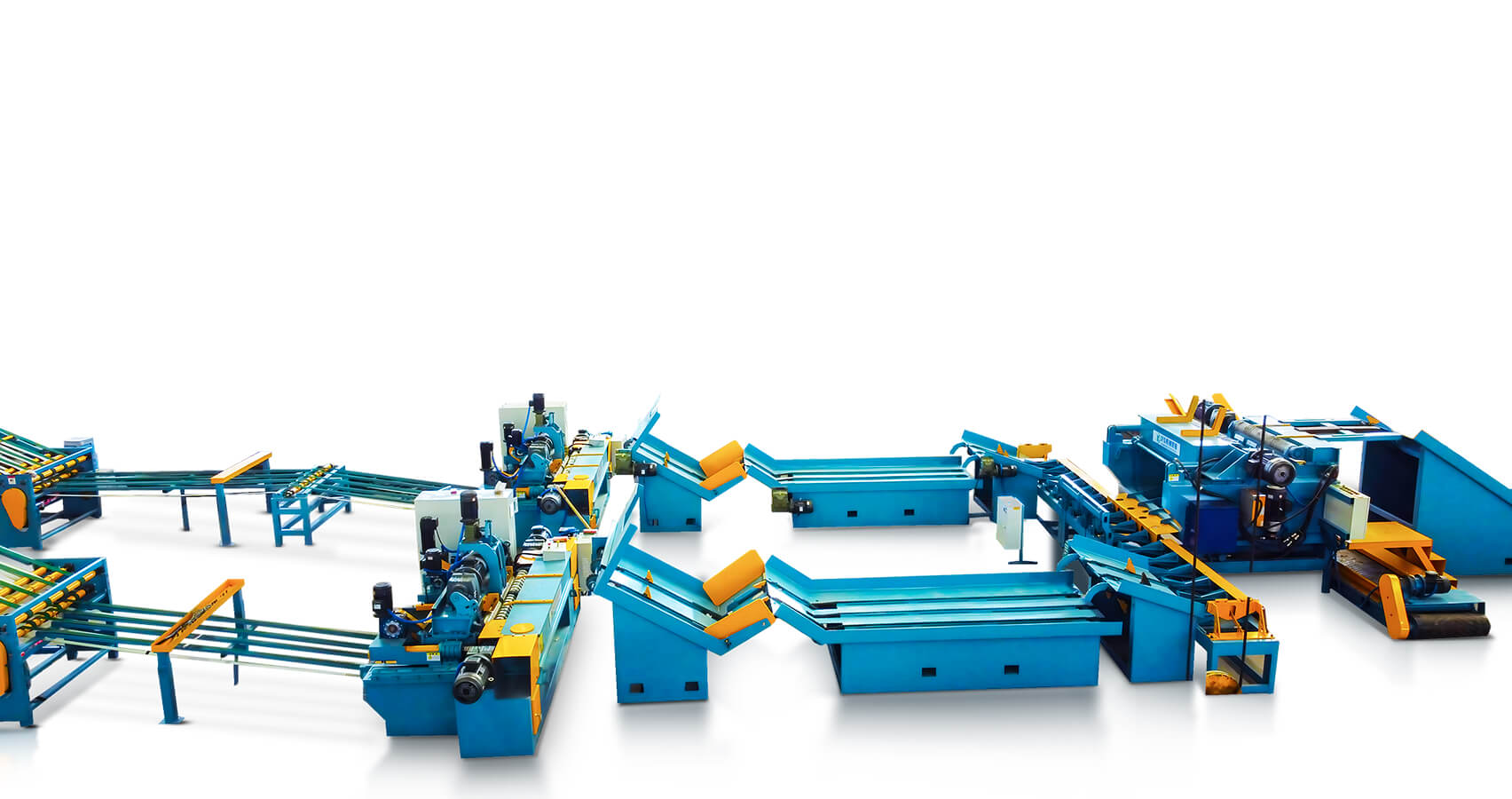
Frissítés automatára A rétegelt lemez gyártósor pontosan ezt az előnyt biztosítja. Sokkal többet jelent, mint egy egyszerű berendezés-frissítés. Stratégiai elmozdulást jelez a programozható, rugalmas automatizálás felé. Ez az átfogó útmutató lebontja az automatizált gépek igazolható előnyeit. Gondosan szembeállítjuk a modern beállításokat a hagyományos kézi folyamatokkal. Felfedezhet gyakorlati stratégiákat a napi teljesítmény optimalizálására. Végül strukturált keretet biztosítunk a szállítói megoldások értékeléséhez és a megvalósítási kockázatok mérsékléséhez.
Folyamatoptimalizálás: Az automatizált ragasztásra és táblafektetésre való frissítés drasztikusan csökkenti az anyagpazarlást és a munkaerő-függőséget, miközben biztosítja a kiszámítható napi teljesítményt.
Minőségi konzisztencia: A programozható logikai vezérlők (PLC) hideg- és melegsajtolási szakaszban kiküszöbölik az emberi hibákat, egyenletes vastagságot, sűrűséget és kötési szilárdságot biztosítanak.
Kockázatcsökkentés: A sikeres telepítés a szigorú gyári átvételi tesztelésen (FAT) és a moduláris mechanikus-elektromos integráción múlik a helyszíni állásidő minimalizálása érdekében.
Szállító értékelése: A gyártósor kiválasztásához ellenőrizni kell a beszállító alkatrészek elérhetőségét, szoftvertámogatását, valamint a többféle furnérméret és ragasztótípus (UF, MUF, PF) kezelésére vonatkozó kapacitását.
A hagyományos fejlesztése rétegelt lemezgyár alapjaiban változtatja meg működési gazdaságosságát. A kézi kezelés súlyos termelési szűk keresztmetszeteket okoz. Az emberi fáradtság elkerülhetetlenül lelassítja a napi teljesítményt. A programozható automatizálás azonnal megoldja ezt a függőséget. Hatékonyan stabilizálja a kártyánkénti költség mutatóját. Megvédi a haszonkulcsot a helyi munkaerőpiaci hiányoktól függetlenül.
Vegye figyelembe az anyaghozam jelentős javulását. A kézi műveletek során természetesen az értékes furnér mag veszteségbe kerül. A dolgozók gyakran túl sok drága ipari ragasztót alkalmaznak a rohanó műszakok során. Az automatizált vonalak precíz, szenzorvezérelt méréseket használnak. Pontos mennyiségű ragasztót visznek fel következetesen minden egyes panelre. Gyorsan hasznosítja a költséges anyaghulladékot. A jobb hozam közvetlenül a gyár magasabb jövedelmezőségét eredményezi.
A modern gyártás nagymértékben támaszkodik a rugalmas automatizálásra. A régebbi fix automatizálás erősen korlátozza a termékskálát. Ezzel szemben a programozható vonalak gyorsan alkalmazkodnak a változó piaci igényekhez. A kezelők zökkenőmentesen válthatnak a különböző szabványos méretek között. A gyártás 1220 mm x 2440 mm-es méretre történő beállítása mindössze percekig tart. Könnyedén módosíthatja a 3 mm-től 18 mm-ig terjedő táblavastagság beállításait. A berendezés elhúzódó állásideje teljesen eltűnik.
| Működési metrikus | rögzített gépek automatizálása | Rugalmas programozható automatizálás |
|---|---|---|
| Termékcsere | Lassú. Kiterjedt fizikai átszerelést igényel. | Gyors. A digitális beállítások a vezérlőpaneleken keresztül hajthatók végre. |
| Batch rugalmasság | Szegény. Szigorúan nagy tömegű egytermékes futtatáshoz alkalmas. | Kiváló. Zökkenőmentesen kezeli a változó vastagságokat (3-18 mm). |
| Hosszú távú alkalmazkodóképesség | Alacsony. Nehéz frissíteni az új piaci szabványokhoz. | Magas. A szoftverfrissítések és a moduláris alkatrészek hosszú élettartamot biztosítanak. |

Hasonlítsa össze a kézi görgős alkalmazást a precíziós vezérlésű szórógépekkel. A kézi felhordás rutinszerűen egyenetlen ragasztóeloszlást eredményez. Egyes panelek túl sok ragasztót kapnak. Más létfontosságú foltok veszélyesen szárazak maradnak. Frissítés a következőre az automatizált ragasztás véglegesen megoldja ezeket a kritikus következetlenségeket. A precíziós hengerek pontosan kiszámított mikroszkopikus réteget visznek fel.
A kompatibilitási változók óriási szerepet játszanak itt. A csúcskategóriás szórófejek azonnali állíthatóságot kínálnak a gyári padlón. Könnyedén kalibrálhatja őket a különböző furnérvastagságokhoz. Ezenkívül tökéletesen illeszkednek a különböző ipari ragasztókhoz. A karbamid-formaldehid (UF), a melamin-karbamid-formaldehid (MUF) és a fenol-formaldehid (PF) gyanták mindegyike rendkívül specifikus kezelést igényel. Az automatizált szórógépek minden egyes vegyi összetételhez fenntartják az optimális szórási mennyiséget.
Ellentétben a hagyományos kézi halmozással a modern automatizált rendszerekkel. A kézi egymásra rakás intenzív fizikai munkát igényel. Lassan mozog, és kimeríti a munkaerőt. A dolgozók gyakran rosszul igazítják a belső magrétegeket. Ez a hibás kézi eljárás gyakran csapdába ejti a roncsoló légzsákokat a panel belsejében. Automatizált a deszkafektetés megszünteti ezeket a pontos működési fájdalompontokat.
Az érzékelő által vezérelt igazítási rendszerek nagymértékben ismételhető halmozást biztosítanak folyamatosan. Az automata adagoló mechanizmusok minden furnérlapot tökéletesen pozícionálnak. Ez a pontosság közvetlenül megakadályozza a belső maghézagokat. Szigorúan kiküszöböli az átfedő éleket. A következetes rétegigazítás garantálja a szerkezetileg kiváló végterméket.
A préselési szakaszok szinkronizálása meghatározza a panel végső tartósságát. A hidegprés ebben a folyamatban létfontosságú előkészítő szerepet tölt be. Először is teljesen stabilizálja az újonnan összeállított furnérrakatot. A gép az utolsó fűtési fázis előtt aktívan kilöki a rekedt légbuborékokat. Végül ez biztosítja a döntő kezdeti tapadást.
Ezt az előkészítést követően a panelek belépnek a forró prés . Gondosan értékelnie kell a termikus olajfűtést a hagyományos gőzfűtési rendszerekkel szemben. A termikus olaj általában egyenletesebb hőmérséklet-eloszlást biztosít. Az intelligens PLC-vezérelt vezérlők szigorúan szabályozzák a hőmérsékletet és a hidraulikus nyomást egyaránt. Ezek a digitális biztonsági hálók megakadályozzák a katasztrofális delaminációt. Jelentősen csökkentik a felületi hibákat, és teljesen leállítják a túlszáradást. A precíz hőkezelés végső soron meghatározza a tábla szerkezeti integritását.
Az integrált szállítószalagok rendkívül hatékony, folyamatos termékáramlást hoznak létre. A forró paneleket zökkenőmentesen távolítják el a présterületről. A panelek emberi beavatkozás nélkül közvetlenül a durva élvágó fűrészekbe kerülnek. Ezután automatikusan belépnek a finomvágó állomásokba. Az automatizálás folyamatosan mozgatja a paneleket. Ez kiküszöböli a veszélyes kézi targoncás szállítást a feldolgozóállomások között.
A felületkezelés nagymértékben meghatározza a végső piaci árat. Az automata előmarógépek tökéletesen előkészítik a durva éleket. A kalibrációs csiszológépek egyszerre simítják a felső és az alsó felületet. Azonnal eltávolítják a mikroszkopikus felületi hibákat. Folyamatosan prémium export minőségű felületi minőséget ér el. A nemzetközi vásárlók pontosan ezt a szintet követelik meg az esztétikai tökéletességtől.
A minőség-ellenőrzés integrációja domináns feltörekvő iparági trend. A gyártók ma már gyakran telepítenek automatizált szkennelési modulokat. A beépített vastagságfigyelés azonnal azonosítja a gyártási problémákat. Valós idejű hibadiagnosztikát kap közvetlenül a fő vezérlőképernyőn. A kezelők azonnal módosíthatják az upstream beállításokat. Ez a proaktív működési megközelítés drasztikusan csökkenti a gyártás utáni selejt mennyiségét.
Őszintén fel kell ismernie a lehetséges telepítési kockázatokat. A létesítmény lábnyomának tervezése alapos odafigyelést igényel a vásárlás előtt. A vonalelrendezés testreszabása garantálja a biztonságos napi működést. Az új nehéz berendezéseket megfelelően be kell illeszteni a meglévő gyári méretekbe. A vészleállítási protokollok szigorú betartást követelnek meg az egész emeleten. A szigorú előírások betartása biztonságban tartja a dolgozókat.
A gyári átvételi tesztelés (FAT) hatalmas, ellenőrizhető értéket tartalmaz. Nyomatékosan javasoljuk a vásárlóknak, hogy ragaszkodjanak a teljes mechanikai elővizsgálathoz. Szállítás előtt kérjen átfogó elektromos vizsgálatokat a gyártó telephelyén. Ez a valódi plug-and-play megközelítés minimálisra csökkenti a kellemetlen helyszíni meglepetéseket. Jelentősen lerövidíti a webhely telepítési idejét. A több hónapos kaotikus helyszíni összeszerelés gyorsan kezelhető hetekre zsugorodik.
Gondosan fontolja meg hosszú távú karbantartási stratégiáját. Sikeres telepítés esetén a fizikai munka jelentősen csökken. A magasan képzett villamos technikusok iránti igény azonban ezzel arányosan növekszik. A szabványos pótalkatrészek biztosítják a gyors mechanikai javításokat. Az elérhető diagnosztikai szoftver felhatalmazza a helyi karbantartó csapatot.
A fej feletti távolságok figyelmen kívül hagyása: Ha nem mérik a mennyezetmagasságot a többnapos melegprésegységek felszerelése előtt, az komoly késésekhez vezet a telepítésben.
Az áramkorlátok figyelmen kívül hagyása: A jelenlegi elektromos hálózat auditálása nélkül való folytatás gyakori megszakítókioldásokat okoz.
A FAT fázis kihagyása: A gyári előzetes tesztelés elutasítása gyakran összetett PLC programozási hibákat eredményez az élő helyszíni gyártás során.
A megfelelő berendezésgyártó kiválasztása szigorú értékelési kritériumokat igényel. A kapacitás illesztése képezi az alapmutatót. A felsorolt berendezés átviteli specifikációit szigorúan igazítsa a gyári kimeneti célokhoz. A túlvásárlás szükségtelenül pazarolja el az értékes működési tőkét. Az alulvásárlás erősen korlátozza a jövőbeli bevételnövekedést.
A komponensek beszerzése alapos műszaki ellenőrzést igényel. Értékelje a kritikus belső alkatrészek pontos eredetét. Győződjön meg arról, hogy a gyártó világszerte elismert elektromos alkatrészeket használ. A pneumatikus hengereknek ismert nemzetközi márkáktól kell származniuk. Ez a stratégiai beszerzés garantálja a könnyebb helyi helyettesítést. Nem kell heteket várnia a külföldről érkező szabadalmazott cserealkatrészekre.
A szolgáltatási szint megállapodások (SLA-k) erősen meghatározzák az Ön hosszú távú sikerét. Mérje fel a hét minden napján, 24 órájában nyújtott technikai támogatás abszolút valóságát. Értékelje átláthatóan tényleges helyszíni telepítési kötelezettségvállalásaikat. Érdeklődjön a hosszú távú szoftverfrissítésekről. Egy megbízható gyártó partner az első üzembe helyezés befejezése után is sokáig támogatja Önt.
Az automatizált rétegelt lemez feldolgozó létesítmény szükséges ipari fejlődést jelent. A műveletek hatékony méretezéséhez modernizálnia kell az alapvető infrastruktúrát. Továbbra is ez a legmegbízhatóbb módja a szigorú nemzetközi minőségi szabványok teljesítésének.
A szállítói megbeszélések megkezdése előtt három végrehajtható következő lépést javasolunk:
Gondosan ellenőrizze jelenlegi kézi szűk keresztmetszeteit, hogy azonosítsa az anyagveszteség pontos területeit.
Mérje meg a hetente a kézi furnér-összeszereléssel és -raktározással eltöltött közvetlen munkaórákat.
Számítsa ki a havi ragasztóhulladékot, hogy pontos belső teljesítmény-alapvonalat építsen fel, mielőtt hivatalos ajánlatkérést adna ki.
V: A telepítési határidők a berendezés összetettségétől és a helyszíni készenléttől függően változnak. Egy szabványos automatizált vonal általában négy-nyolc hétig tart a teljes helyszíni üzembe helyezéshez. A szigorú gyári átvételi teszt (FAT) előzetes elvégzése jelentősen csökkenti ezt az időkeretet. Az első szállítás előtt be kell fejezni a helyszín előkészítését, beleértve a kiegyenlített alapokat és a megfelelő elektromos vezetékezést.
V: Igen. A modern programozható automatizálási rendszerek nagy működési rugalmasságot kínálnak. A kezelők digitális vezérlőpaneleket használnak a fizikai beállítások módosításához. A szerszámcsere ideje jelentősen csökken a hagyományos rögzített gépekhez képest. Válthat a szabványos hosszúságok között, és 3 mm-től 18 mm-ig változtathatja a táblavastagságot, minimális gyártási állásidővel.
V: A befektetés megtérülése nagymértékben függ a helyi munkaerő arányától és a napi teljesítménytől. A legtöbb modern létesítmény 18-24 hónapon belül teljes tőkehozamot ér el. Az automatizált burkolás jelentősen csökkenti a közvetlen munkaköltséget. Ezenkívül drasztikusan csökkenti a szerkezeti selejt arányát azáltal, hogy megakadályozza a maghézagokat. A megnövekedett napi forgalom tovább gyorsítja ezt a pénzügyi fellendülést.
V: A kiváló minőségű automatizált szórófejek zökkenőmentesen alkalmazkodnak a különböző kémiai viszkozitásokhoz. Sikeresen használhatja a karbamid-formaldehid (UF), a melamin-karbamid-formaldehid (MUF) és a fenol-formaldehid (PF) gyantákat. A fejlett mechanikus görgőrendszerek pontos beállítást tesznek lehetővé. Ez a funkcionális rugalmasság optimális szórási mennyiséget biztosít, függetlenül attól, hogy melyik ipari ragasztót választja.





















































