Прагляды: 0 Аўтар: Рэдактар сайта Час публікацыі: 2026-06-05 Паходжанне: Сайт











Перавод традыцыйнага аб'екта на аўтаматызаваную мадэль патрабуе значных капіталаўкладанняў. Сучасныя вытворцы сёння сутыкаюцца з вялікім працоўным нагрузкай. Кошт працоўнай сілы працягвае няўхільна расці на сусветных рынках. Цэны на сыравіну застаюцца вельмі валацільнымі. Акрамя таго, міжнародныя пакупнікі патрабуюць усё больш строгіх допускаў якасці. Вам патрэбна надзейнае, эфектыўнае рашэнне, каб заставацца канкурэнтаздольнымі.
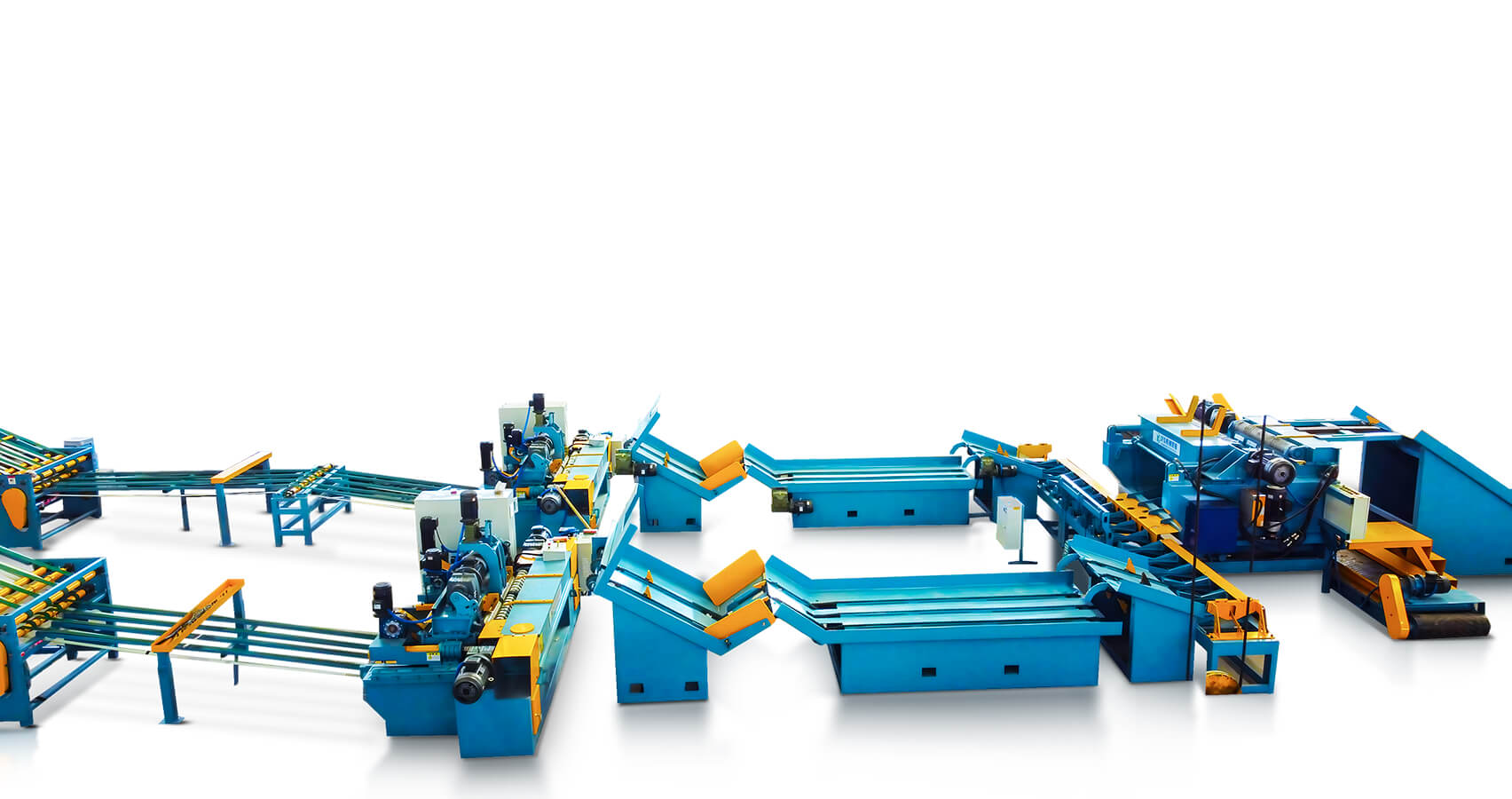
Абнаўленне да аўтаматычнай Лінія па вытворчасці фанеры забяспечвае менавіта гэтую перавагу. Гэта значна больш, чым простае абнаўленне абсталявання. Гэта сігналізуе аб стратэгічным зруху ў бок праграмуемай, гнуткай аўтаматызацыі. У гэтым поўным кіраўніцтве разглядаюцца перавагі аўтаматызаванага абсталявання, якія можна праверыць. Мы старанна супрацьпастаўляем сучасныя ўстаноўкі традыцыйным ручным працэсам. Вы адкрыеце для сябе дзейсныя стратэгіі для аптымізацыі штодзённай прапускной здольнасці. Нарэшце, мы прапануем структураваную структуру для ацэнкі рашэнняў пастаўшчыкоў і зніжэння рызык укаранення.
Аптымізацыя працэсу: пераход на аўтаматызаванае склейванне і кладку дошак рэзка скарачае марнаванне матэрыялу і працоўную залежнасць, забяспечваючы пры гэтым прадказальную штодзённую прадукцыйнасць.
Адпаведнасць якасці: Праграмуемыя лагічныя кантролеры (ПЛК) на стадыях халоднага і гарачага прэсавання выключаюць чалавечую памылку, забяспечваючы аднолькавую таўшчыню, шчыльнасць і трываласць злучэння.
Зніжэнне рызыкі: Паспяховае разгортванне абапіраецца на дбайныя завадскія прыёмачныя выпрабаванні (FAT) і модульную механічна-электрычную інтэграцыю для мінімізацыі часу прастою на месцы.
Ацэнка пастаўшчыка: Выбар вытворчай лініі патрабуе аўдыту наяўнасці дэталяў пастаўшчыка, падтрымкі праграмнага забеспячэння і здольнасці апрацоўваць розныя памеры шпону і тыпы клею (UF, MUF, PF).
Абнаўленне вашага традыцыйнага фанерная фабрыка прынцыпова змяняе вашу аперацыйную эканоміку. Ручная апрацоўка стварае сур'ёзныя вузкія месцы ў вытворчасці. Стомленасць чалавека непазбежна запавольвае сутачную выпрацоўку. Праграмуемая аўтаматызацыя неадкладна вырашае гэтую залежнасць. Ён эфектыўна стабілізуе вашу метрыку кошту платы. Вы абараняеце нормы прыбытку незалежна ад дэфіцыту мясцовага рынку працы.
Разгледзім значнае павышэнне выхаду матэрыялу. Ручныя аперацыі, натуральна, губляюць каштоўны шпон стрыжня. Рабочыя часта празмерна наносяць дарагія прамысловыя клеі падчас спешных змен. Аўтаматызаваныя лініі выкарыстоўваюць дакладныя вымярэнні, кіраваныя датчыкамі. Яны наносяць дакладныя аб'ёмы клею на кожную панэль. Вы хутка аднаўляеце дарагія матэрыяльныя адходы. Большая ўраджайнасць непасрэдна азначае больш высокую прыбытковасць завода.
Сучасная вытворчасць у значнай ступені абапіраецца на гнуткую аўтаматызацыю. Старая фіксаваная аўтаматызацыя сур'ёзна абмяжоўвае асартымент вашай прадукцыі. І наадварот, праграмуемыя лініі хутка адаптуюцца да зменлівых патрабаванняў рынку. Аператары могуць бесперашкодна пераключацца паміж рознымі стандартнымі памерамі. Наладжванне вытворчасці для памераў 1220 мм х 2440 мм займае лічаныя хвіліны. Вы можаце лёгка змяніць параметры таўшчыні дошкі ў дыяпазоне ад 3 мм да 18 мм. Працяглыя прастоі абсталявання цалкам знікаюць.
| Аператыўная метрыка | Аўтаматызацыя стацыянарнага абсталявання | Гнуткая праграмуемая аўтаматызацыя |
|---|---|---|
| Змена прадукту | павольна. Патрабуе шырокага фізічнага пераабсталявання. | Хуткі. Лічбавыя налады выконваюцца праз панэлі кіравання. |
| Пакетная гнуткасць | Бедны. Строга падыходзіць для масавых выпускаў аднаго прадукту. | Выдатна. Плаўна апрацоўвае зменную таўшчыню (3 мм-18 мм). |
| Доўгатэрміновая адаптыўнасць | Нізкі. Цяжка абнавіць да новых рынкавых стандартаў. | Высокі. Абнаўленні праграмнага забеспячэння і модульныя дэталі забяспечваюць даўгавечнасць. |

Параўнайце ручное нанясенне валікам з раскідвальнікамі з дакладным кіраваннем. Ручное нанясенне звычайна стварае нераўнамернае размеркаванне клею. Некаторыя ўчасткі панэлі наносяць занадта шмат клею. Іншыя жыццёва важныя месцы застаюцца небяспечна сухімі. Абнаўленне да аўтаматызаванае склейванне назаўсёды вырашае гэтыя крытычныя неадпаведнасці. Прэцызійныя валікі наносяць дакладна разлічаны мікраскапічны пласт.
Зменныя сумяшчальнасці гуляюць тут вялікую ролю. Раскідвальнікі высокага класа забяспечваюць неадкладную рэгуляванне на заводзе. Вы можаце лёгка адкалібраваць іх для рознай таўшчыні шпону. Акрамя таго, яны ідэальна спалучаюцца з рознымі прамысловымі клеямі. Мочавіна-фармальдэгідныя (UF), меламін-мачавінна-фармальдэгідныя (MUF) і фенолафармальдэгідныя (PF) смалы патрабуюць вельмі спецыфічнага звароту. Аўтаматызаваныя раскідвальнікі падтрымліваюць аптымальныя нормы раскідвання для кожнага асобнага хімічнага складу.
У адрозненне ад традыцыйнай ручной кладкі сучасных аўтаматызаваных сістэм. Ручная кладка патрабуе інтэнсіўнай фізічнай працы. Ён рухаецца павольна і вымотвае вашу працоўную сілу. Рабочыя часта няправільна выраўноўваюць унутраныя стрыжневыя пласты. Гэты памылковы ручной працэс часта затрымлівае разбуральныя паветраныя кішэні ўнутры панэлі. Аўтаматызаваны кладка дошак пазбаўляе ад гэтых кропак эксплуатацыі.
Сістэмы выраўноўвання, якія кіруюцца датчыкамі, забяспечваюць высокую паўтаранасць бесперапыннага складання. Аўтаматызаваныя механізмы падачы ідэальна пазіцыянуюць кожны ліст шпону. Гэтая дакладнасць непасрэдна прадухіляе ўнутраныя зазоры стрыжня. Гэта строга выключае перакрыцце краёў. Паслядоўнае выраўноўванне слаёў гарантуе структурна лепшы канчатковы прадукт.
Сінхранізацыя этапаў прэсавання вызначае максімальную трываласць панэлі. Халодны прэс выконвае важную падрыхтоўчую ролю ў гэтай паслядоўнасці. Па-першае, ён цалкам стабілізуе толькі што сабраны стос шпону. Машына актыўна выдаляе захопленыя бурбалкі паветра перад апошняй фазай нагрэву. Нарэшце, ён забяспечвае важную пачатковую клеевую ліпкасць.
Пасля гэтай падрыхтоўкі ўваходзяць панэлі гарачы прэс . Вы павінны ўважліва суаднесці ацяпленне з тэрмальным алеем у параўнанні з традыцыйнымі сістэмамі паравога ацяплення. Тэрмальнае масла звычайна забяспечвае больш раўнамернае размеркаванне тэмпературы. Інтэлектуальныя элементы кіравання з дапамогай ПЛК строга рэгулююць як тэмпературу, так і гідраўлічны ціск. Гэтыя лічбавыя сеткі бяспекі прадухіляюць катастрафічнае расслаенне. Яны значна памяншаюць дэфекты паверхні і цалкам спыняюць празмернае отвержденія. Дакладнае тэрмарэгуляванне ў канчатковым выніку вызначае структурную цэласнасць дошкі.
Інтэграваныя канвееры ствараюць высокаэфектыўны бесперапынны паток прадукту. Яны бесперашкодна перамяшчаюць гарачыя панэлі ад прэс-зоны. Панэлі рухаюцца непасрэдна ў пілы для абрэзкі грубых краёў без умяшання чалавека. Далей яны аўтаматычна ўваходзяць у станцыі тонкай абрэзкі. Аўтаматызацыя пастаянна рухае панэлі. Гэта пазбаўляе ад небяспечнай ручной транспарціроўкі пагрузчыкам паміж апрацоўчымі станцыямі.
Аздабленне паверхні ў значнай ступені вызначае вашу канчатковую рынкавую цану. Аўтаматызаваныя станкі папярэдняга фрэзеравання выдатна падрыхтоўваюць чарнавыя краю. Калібравальныя шліфавальныя машыны згладжваюць верхнюю і ніжнюю грані адначасова. Яны імгненна выдаляюць мікраскапічныя недахопы паверхні. Вы паслядоўна дасягаеце першакласнай аздаблення паверхні экспартнага класа. Міжнародныя пакупнікі патрабуюць менавіта такога ўзроўню эстэтычнай дасканаласці.
Інтэграцыя кантролю якасці з'яўляецца дамінуючай новай галіновай тэндэнцыяй. Цяпер вытворцы часта ўсталёўваюць модулі аўтаматычнага сканавання. Убудаваны маніторынг таўшчыні неадкладна вызначае праблемы вытворчасці. Вы атрымліваеце дыягностыку дэфектаў у рэжыме рэальнага часу непасрэдна на галоўным экране кіравання. Аператары могуць імгненна наладзіць налады ўверх па плыні. Гэты актыўны аперацыйны падыход рэзка скарачае колькасць лому пасля вытворчасці.
Вы павінны шчыра ўсведамляць магчымыя рызыкі разгортвання. Перад пакупкай неабходна ўважліва прадумаць планіроўку аб'екта. Наладжванне схемы лініі гарантуе бяспечную штодзённую працу. Вы павінны належным чынам змясціць новае цяжкае абсталяванне ў існуючыя завадскія памеры. Пратаколы аварыйнай прыпынку патрабуюць строгага захавання на ўсім паверсе. Строгае выкананне нарматыўных патрабаванняў забяспечвае бяспеку вашай працоўнай сілы.
Завадскія прыёмачныя выпрабаванні (FAT) маюць вялікую каштоўнасць, якую можна праверыць. Мы настойліва раім пакупнікам настойваць на поўным папярэднім механічным тэсціраванні. Патрабуйце ўсебаковых электрычных выпрабаванняў на прадпрыемстве вытворцы перад адпраўкай. Гэты сапраўдны падыход «падключы і працуй» мінімізуе непрыемныя сюрпрызы на месцы. Гэта значна скарачае тэрміны разгортвання сайта. Месяцы хаатычнай зборкі на месцы хутка ператвараюцца ў кіраваныя тыдні.
Уважліва абдумайце сваю доўгатэрміновую стратэгію абслугоўвання. Пры паспяховым разгортванні фізічная праца значна зніжаецца. Аднак ваша патрэба ў высокакваліфікаваных тэхніках-электрыках прапарцыйна ўзрастае. Стандартызаваныя запасныя часткі забяспечваюць хуткі механічны рамонт. Даступнае дыягнастычнае праграмнае забеспячэнне пашырае магчымасці лакалізаванай каманды тэхнічнага абслугоўвання.
Ігнараванне зазораў над галавой: няздольнасць вымераць вышыню столі перад устаноўкай шматдзённых гарачых прэсаў прыводзіць да сур'ёзных затрымак пры ўсталёўцы.
Не звяртаючы ўвагі на абмежаванні электраэнергіі: Працягванне без праверкі бягучай электрычнай сеткі прыводзіць да частых адключэнняў выключальніка.
Прапуск фазы FAT: адмова ад завадскога папярэдняга тэсціравання часта прыводзіць да з'яўлення складаных памылак праграмавання ПЛК падчас жывой вытворчасці на месцы.
Выбар правільнага вытворцы абсталявання патрабуе строгіх крытэрыяў ацэнкі. Адпаведнасць ёмістасці ўтварае ваш базавы паказчык. Выраўноўвайце прыведзеныя характарыстыкі прапускной здольнасці абсталявання ў строгай адпаведнасці з вашымі завадскімі мэтамі вытворчасці. Празмерная купля марнуе каштоўны аперацыйны капітал без патрэбы. Недакупка моцна абмяжоўвае ваш будучы рост даходаў.
Пошук кампанентаў патрабуе глыбокай тэхнічнай праверкі. Ацаніце дакладнае паходжанне важных унутраных частак. Пераканайцеся, што вытворца выкарыстоўвае прызнаныя ва ўсім свеце электрычныя кампаненты. Пнеўматычныя цыліндры павінны пастаўляцца ад вядомых міжнародных брэндаў. Такі стратэгічны пошук гарантуе прасцейшую мясцовую замену. Вы пазбегнеце тыднявага чакання запатэнтаваных запасных кампанентаў, якія прыбываюць з-за мяжы.
Пагадненні аб узроўні абслугоўвання (SLA) моцна вызначаюць ваш доўгатэрміновы поспех. Ацаніце абсалютную рэальнасць іх кругласутачнай тэхнічнай падтрымкі. Празрыста ацаніце іх фактычныя абавязацельствы па ўстаноўцы на месцы. Запытвайце аб доўгатэрміновых абнаўленнях праграмнага забеспячэння. Надзейны партнёр-вытворца падтрымлівае вас яшчэ доўга пасля заканчэння першапачатковага ўводу ў эксплуатацыю.
Аўтаматызаваны завод па апрацоўцы фанеры ўяўляе сабой неабходнае развіццё прамысловасці. Вы павінны мадэрнізаваць асноўную інфраструктуру для эфектыўнага маштабавання аперацый. Гэта застаецца самым надзейным спосабам адпавядаць строгім міжнародным стандартам якасці.
Мы рэкамендуем тры дзейсныя наступныя крокі перад пачаткам абмеркавання пастаўшчыкоў:
Уважліва праверце бягучыя ручныя вузкія месцы, каб вызначыць дакладныя вобласці матэрыяльных страт.
Вымерайце працоўныя гадзіны, затрачаныя штотыдзень на ручную зборку і кладку шпону.
Разлічыце штомесячную колькасць адходаў клею, каб пабудаваць дакладную базавую ўнутраную прадукцыйнасць перад афармленнем любога афіцыйнага запыту на прапанову.
A: Тэрміны ўстаноўкі вар'іруюцца ў залежнасці ад складанасці абсталявання і гатоўнасці пляцоўкі. Для поўнага ўводу ў эксплуатацыю стандартнай аўтаматызаванай лініі звычайна патрабуецца ад чатырох да васьмі тыдняў. Правядзенне строгіх завадскіх прыёмачных выпрабаванняў (FAT) загадзя значна скарачае гэты тэрмін. Падрыхтоўка пляцоўкі, уключаючы выраўнаваны падмурак і пракладку электраправодкі, павінна быць завершана да першапачатковай дастаўкі.
A: Так. Сучасныя праграмуемыя сістэмы аўтаматызацыі забяспечваюць высокую эксплуатацыйную гнуткасць. Аператары выкарыстоўваюць лічбавыя панэлі кіравання для рэгулявання фізічных параметраў. Час змены інструмента значна скарачаецца ў параўнанні з традыцыйным стацыянарным абсталяваннем. Вы можаце пераключацца паміж стандартнай даўжынёй і змяняць таўшчыню дошкі ад 3 мм да 18 мм з мінімальным прастоем вытворчасці.
A: Акупнасць інвестыцый у значнай ступені залежыць ад вашых мясцовых ставак працы і штодзённай прапускной здольнасці. Большасць сучасных аб'ектаў бачаць поўны вяртанне капіталу на працягу 18-24 месяцаў. Аўтаматызаванае брукаванне рэзка зніжае прамыя працоўныя выдаткі. Гэта таксама рэзка зніжае працэнт адхілення канструкцыі, прадухіляючы зазоры ў стрыжні. Павелічэнне штодзённай прапускной здольнасці яшчэ больш паскарае гэта фінансавае аднаўленне.
A: Высакаякасныя аўтаматызаваныя раскідвальнікі бесперашкодна прыстасоўваюцца да рознай хімічнай глейкасці. Вы можаце з поспехам выкарыстоўваць карбаміда-фармальдэгідныя (УФ), меламін-карбаміда-фармальдэгідныя (МУФ) і фенолафармальдэгідныя (ФФ) смолы. Перадавыя механічныя ролікавыя сістэмы дазваляюць выконваць дакладныя рэгуляванні. Такая функцыянальная гібкасць забяспечвае аптымальную хуткасць нанясення незалежна ад канкрэтнай формулы прамысловага клею, якую вы вырашылі нанесці.





















































