Wyświetlenia: 0 Autor: Edytor witryny Czas publikacji: 2026-06-05 Pochodzenie: Strona











Przejście z tradycyjnego obiektu na model zautomatyzowany wymaga znacznych inwestycji kapitałowych. Współcześni producenci stoją dziś przed dużą presją operacyjną. Koszty pracy stale rosną na rynkach światowych. Ceny surowców pozostają bardzo zmienne. Co więcej, międzynarodowi nabywcy wymagają coraz bardziej rygorystycznych tolerancji jakościowych. Aby zachować konkurencyjność, potrzebujesz niezawodnego i wydajnego rozwiązania.
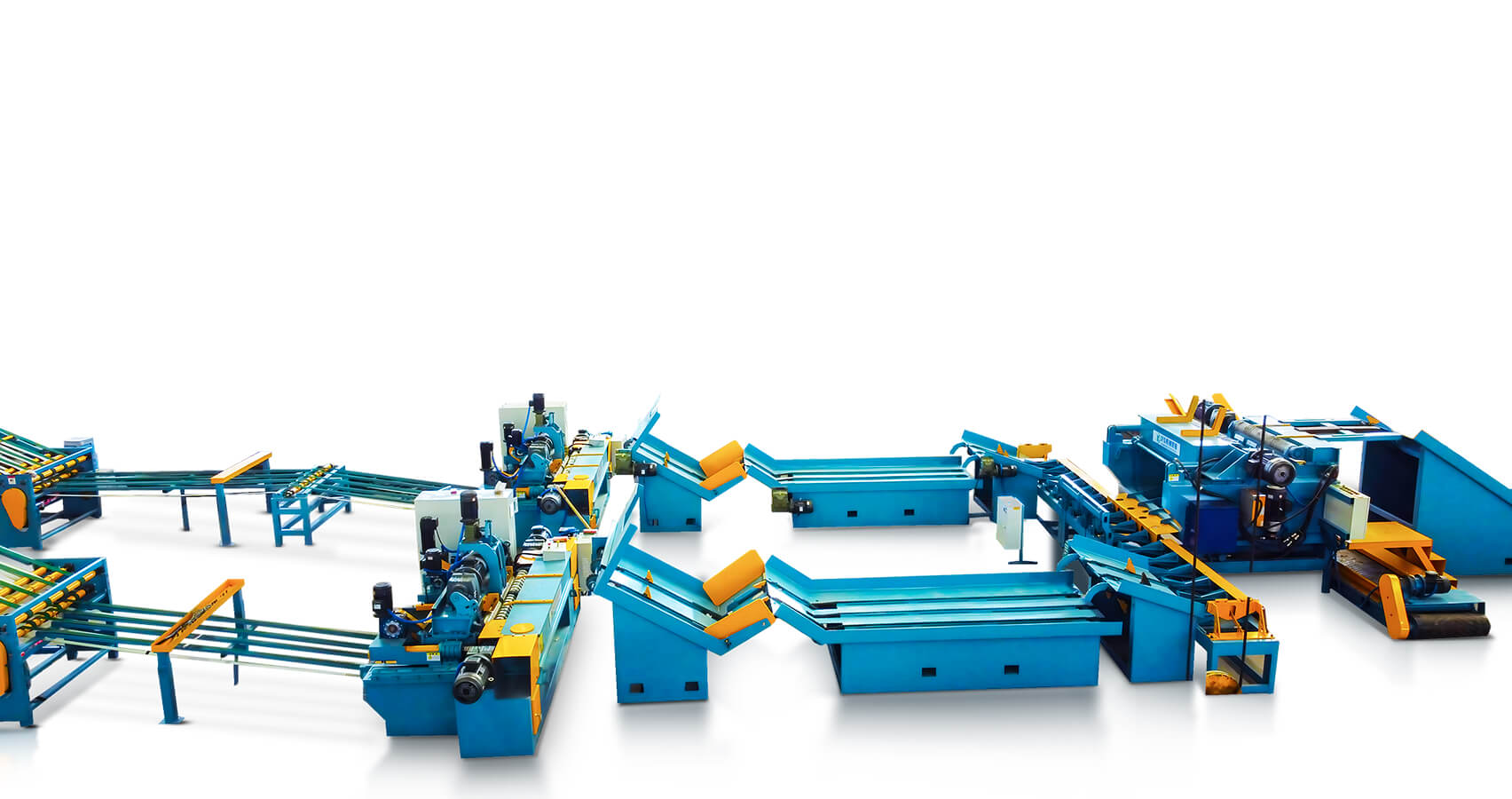
Zmiana na automat Linia do produkcji sklejki zapewnia właśnie tę zaletę. Oznacza znacznie więcej niż zwykłą modernizację sprzętu. Sygnalizuje strategiczne przejście w kierunku programowalnej, elastycznej automatyzacji. W tym obszernym przewodniku omówiono sprawdzalne zalety maszyn automatycznych. Starannie porównujemy nowoczesne konfiguracje z tradycyjnymi procesami ręcznymi. Odkryjesz praktyczne strategie optymalizacji dziennej przepustowości. Wreszcie zapewniamy ustrukturyzowane ramy do oceny rozwiązań dostawców i łagodzenia ryzyka wdrożeniowego.
Optymalizacja procesu: przejście na automatyczne klejenie i układanie płyt drastycznie zmniejsza ilość odpadów materiałowych i nakład pracy, zapewniając jednocześnie przewidywalną dzienną wydajność.
Spójność jakości: Programowalne sterowniki logiczne (PLC) na etapach prasowania na zimno i na gorąco eliminują błędy ludzkie, zapewniając jednolitą grubość, gęstość i siłę wiązania.
Ograniczanie ryzyka: Pomyślne wdrożenie zależy od rygorystycznych testów akceptacji fabryki (FAT) i modułowej integracji mechaniczno-elektrycznej, aby zminimalizować przestoje na miejscu.
Ocena dostawcy: Wybór linii produkcyjnej wymaga audytu dostępności części dostawcy, wsparcia oprogramowania i możliwości obsługi wielu wymiarów forniru i typów kleju (UF, MUF, PF).
Modernizacja Twojego tradycyjnego fabryka sklejki zasadniczo zmienia ekonomikę operacyjną. Ręczna obsługa stwarza poważne wąskie gardła w produkcji. Ludzkie zmęczenie nieuchronnie spowalnia codzienną produkcję. Programowalna automatyzacja natychmiast rozwiązuje tę zależność. Skutecznie stabilizuje wskaźnik kosztu tablicy. Chronisz marże zysku niezależnie od niedoborów na lokalnym rynku pracy.
Weź pod uwagę ogromną poprawę wydajności materiału. Operacje ręczne w naturalny sposób powodują marnowanie cennego forniru rdzeniowego. Podczas pośpiesznych zmian pracownicy często nakładają zbyt dużo drogich klejów przemysłowych. Zautomatyzowane linie wykorzystują precyzyjne pomiary oparte na czujnikach. Nakładają dokładnie taką ilość kleju na każdy panel. Szybko odzyskujesz kosztowne odpady materiałowe. Większa wydajność przekłada się bezpośrednio na wyższą rentowność fabryki.
Nowoczesna produkcja w dużym stopniu opiera się na elastycznej automatyzacji. Starsza, stała automatyzacja poważnie ogranicza asortyment produktów. Z drugiej strony, programowalne linie szybko dostosowują się do zmieniających się wymagań rynku. Operatorzy mogą płynnie przełączać się pomiędzy różnymi standardowymi rozmiarami. Dostosowanie produkcji do wymiarów 1220 mm x 2440 mm zajmuje zaledwie kilka minut. Możesz łatwo modyfikować ustawienia dla grubości desek w zakresie od 3mm do 18mm. Długotrwałe przestoje sprzętu znikają całkowicie.
| Metryka operacyjna | Automatyka maszyn stacjonarnych | Elastyczna automatyka programowalna |
|---|---|---|
| Zmiana produktu | Powolny. Wymaga rozległego fizycznego przezbrojenia. | Szybko. Cyfrowe regulacje przeprowadzane są za pomocą paneli sterowania. |
| Elastyczność partii | Słaby. Ściśle dostosowane do masowych serii pojedynczych produktów. | Doskonały. Bezproblemowo obsługuje różne grubości (3 mm-18 mm). |
| Długoterminowa zdolność adaptacji | Niski. Trudność w modernizacji pod kątem nowych standardów rynkowych. | Wysoki. Aktualizacje oprogramowania i części modułowe zapewniają długowieczność. |

Porównaj ręczną aplikację wałkiem z precyzyjnie sterowanymi rozsiewaczami. Nakładanie ręczne zwykle powoduje nierównomierne rozprowadzenie kleju. Niektóre obszary paneli otrzymują zbyt dużo kleju. Inne ważne punkty pozostają niebezpiecznie suche. Aktualizacja do automatyczne klejenie trwale eliminuje te krytyczne niespójności. Precyzyjne rolki nakładają dokładnie obliczoną mikroskopijną warstwę.
Zmienne zgodności odgrywają tutaj ogromną rolę. Wysokiej klasy rozpórki oferują natychmiastową możliwość regulacji na hali produkcyjnej. Można je łatwo skalibrować dla różnych grubości forniru. Ponadto doskonale integrują się z różnymi klejami przemysłowymi. Żywice mocznikowo-formaldehydowe (UF), melaminowo-mocznikowo-formaldehydowe (MUF) i fenolowo-formaldehydowe (PF) wymagają bardzo specyficznego postępowania. Zautomatyzowane rozsiewacze utrzymują optymalne dawki rozsiewania dla każdego odrębnego składu chemicznego.
Porównaj tradycyjne ręczne układanie z nowoczesnymi systemami zautomatyzowanymi. Ręczne układanie wymaga intensywnej pracy fizycznej. Porusza się powoli i wyczerpuje siłę roboczą. Pracownicy często źle układają wewnętrzne warstwy rdzenia. Ten wadliwy proces ręczny często powoduje uwięzienie niszczycielskich kieszeni powietrznych wewnątrz panelu. Zautomatyzowane układanie desek eliminuje dokładnie te problemy operacyjne.
Systemy wyrównywania sterowane czujnikami zapewniają wysoką powtarzalność układania w sposób ciągły. Zautomatyzowane mechanizmy podające doskonale pozycjonują każdy arkusz forniru. Ta precyzja bezpośrednio zapobiega wewnętrznym przerwom w rdzeniu. Ściśle eliminuje nakładające się krawędzie. Stałe ułożenie warstw gwarantuje strukturalnie doskonały produkt końcowy.
Synchronizacja etapów prasowania decyduje o najwyższej trwałości panelu. Prasa na zimno pełni w tej sekwencji istotną rolę przygotowawczą. Po pierwsze, całkowicie stabilizuje nowo złożony stos forniru. Maszyna aktywnie usuwa uwięzione pęcherzyki powietrza przed końcową fazą nagrzewania. Wreszcie zapewnia kluczową początkową przyczepność kleju.
Po tym przygotowaniu panele wchodzą do gorąca prasa . Należy dokładnie porównać ogrzewanie olejem termicznym z tradycyjnymi systemami ogrzewania parowego. Olej termiczny zazwyczaj zapewnia bardziej równomierny rozkład temperatury. Inteligentne sterowanie sterowane przez sterownik PLC ściśle zarządza zarówno temperaturą, jak i ciśnieniem hydraulicznym. Te cyfrowe siatki zabezpieczające zapobiegają katastrofalnemu rozwarstwieniu. Znacząco redukują wady powierzchniowe i całkowicie zapobiegają nadmiernemu utwardzaniu. Precyzyjne zarządzanie temperaturą ostatecznie definiuje integralność strukturalną płyty.
Zintegrowane przenośniki zapewniają bardzo wydajny, ciągły przepływ produktów. Płynnie przesuwają gorące panele od obszaru prasy. Panele przemieszczają się bezpośrednio do pił do przycinania zgrubnych krawędzi bez interwencji człowieka. Następnie automatycznie wchodzą do stacji dokładnego przycinania. Automatyka utrzymuje panele w ciągłym ruchu. Eliminuje to niebezpieczny, ręczny transport wózkiem widłowym pomiędzy stanowiskami przetwarzania.
Wykończenie powierzchni w dużym stopniu wpływa na ostateczną cenę rynkową. Zautomatyzowane frezarki wstępne doskonale przygotowują szorstkie krawędzie. Szlifierki kalibracyjne wygładzają jednocześnie powierzchnię górną i dolną. Błyskawicznie usuwają mikroskopijne niedoskonałości powierzchni. Konsekwentnie osiągasz najwyższej jakości wykończenia powierzchni na poziomie eksportowym. Międzynarodowi nabywcy wymagają dokładnie tego poziomu estetycznej doskonałości.
Integracja kontroli jakości stanowi dominujący, wschodzący trend w branży. Producenci często instalują obecnie moduły automatycznego skanowania. Monitorowanie grubości na linii produkcyjnej natychmiast identyfikuje problemy produkcyjne. Diagnozę usterek w czasie rzeczywistym otrzymujesz bezpośrednio na głównym ekranie sterowania. Operatorzy mogą natychmiast dostosować ustawienia poprzedzające. To proaktywne podejście operacyjne drastycznie zmniejsza ilość odpadów poprodukcyjnych.
Należy uczciwie przyznać się do potencjalnego ryzyka związanego z wdrożeniem. Planowanie powierzchni obiektu wymaga szczególnej uwagi przed zakupem. Dostosowanie układu linii gwarantuje bezpieczną codzienną pracę. Nowy ciężki sprzęt należy odpowiednio dopasować do istniejących wymiarów fabrycznych. Protokoły zatrzymania awaryjnego wymagają ścisłego przestrzegania na całym piętrze. Rygorystyczne przestrzeganie przepisów zapewnia bezpieczeństwo pracowników.
Fabryczne testy akceptacyjne (FAT) mają ogromną, możliwą do sprawdzenia wartość. Zdecydowanie zalecamy kupującym, aby nalegali na pełne mechaniczne testy wstępne. Zażądaj kompleksowych prób elektrycznych w zakładzie producenta przed wysyłką. To prawdziwe podejście typu plug-and-play minimalizuje nieprzyjemne niespodzianki na miejscu. Znacząco skraca czas wdrożenia witryny. Miesiące chaotycznego montażu na miejscu szybko kurczą się do możliwych do opanowania tygodni.
Dokładnie rozważ długoterminową strategię konserwacji. Po pomyślnym wdrożeniu praca fizyczna znacznie się zmniejsza. Jednak zapotrzebowanie na wysoko wykwalifikowanych elektryków wzrasta proporcjonalnie. Standaryzowane części zamienne zapewniają szybką naprawę mechaniczną. Dostępne oprogramowanie diagnostyczne zwiększa możliwości lokalnego zespołu konserwacyjnego.
Ignorowanie prześwitów nad głową: Niezmierzenie wysokości sufitu przed zainstalowaniem pras na gorąco z wieloma światłami dziennymi prowadzi do poważnych opóźnień w instalacji.
Pomijanie ograniczeń mocy: Kontynuowanie bez sprawdzania aktualnej sieci elektrycznej powoduje częste wyłączanie wyłączników.
Pomijanie fazy FAT: Odmowa fabrycznych testów wstępnych często skutkuje występowaniem złożonych błędów programowania sterownika PLC podczas produkcji na miejscu.
Wybór odpowiedniego producenta sprzętu wymaga rygorystycznych kryteriów oceny. Dopasowanie wydajności stanowi podstawowy wskaźnik. Dostosuj podane specyfikacje przepustowości sprzętu ściśle do celów wyjściowych fabryki. Nadmierne zakupy marnują niepotrzebnie cenny kapitał operacyjny. Niedokupienie mocno ogranicza przyszły wzrost przychodów.
Pozyskiwanie komponentów wymaga głębokiej analizy technicznej. Oceń dokładne pochodzenie krytycznych części wewnętrznych. Upewnij się, że producent używa uznanych na całym świecie komponentów elektrycznych. Siłowniki pneumatyczne powinny pochodzić od uznanych, międzynarodowych marek. To strategiczne zaopatrzenie gwarantuje łatwiejszą wymianę lokalną. Unikasz tygodniowego oczekiwania na przybycie zastrzeżonych części zamiennych z zagranicy.
Umowy dotyczące poziomu usług (SLA) w dużym stopniu decydują o Twoim długoterminowym sukcesie. Oceń absolutną rzeczywistość ich całodobowego wsparcia technicznego. Przejrzyście oceniaj rzeczywiste zobowiązania dotyczące instalacji na miejscu. Zapytaj o długoterminowe aktualizacje maszyn oprogramowania. Niezawodny partner produkcyjny wspiera Cię długo po zakończeniu pierwszego uruchomienia.
Zautomatyzowany zakład przetwarzania sklejki stanowi niezbędny krok w rozwoju przemysłu. Aby skutecznie skalować działalność, należy zmodernizować podstawową infrastrukturę. Pozostaje najbardziej niezawodnym sposobem na spełnienie rygorystycznych międzynarodowych standardów jakości.
Przed rozpoczęciem rozmów z dostawcami zalecamy wykonanie trzech kolejnych kroków, które można podjąć:
Dokładnie przeprowadź audyt bieżących wąskich gardeł, aby zidentyfikować dokładne obszary strat materialnych.
Zmierz bezpośrednie godziny pracy spędzone tygodniowo przy ręcznym montażu i układaniu forniru.
Przed wystawieniem formalnego zapytania ofertowego oblicz miesięczne straty kleju, aby zbudować dokładny wewnętrzny poziom bazowy wydajności.
Odp.: Terminy instalacji różnią się w zależności od złożoności sprzętu i gotowości miejsca. Kompletny rozruch na miejscu w przypadku standardowej zautomatyzowanej linii trwa zwykle od czterech do ośmiu tygodni. Przeprowadzenie wcześniej rygorystycznego testu akceptacji fabrycznej (FAT) znacznie skraca ten okres. Przygotowanie terenu, w tym wypoziomowanie fundamentów i prawidłowe poprowadzenie instalacji elektrycznej, musi zostać zakończone przed pierwszą dostawą.
O: Tak. Nowoczesne programowalne systemy automatyki oferują dużą elastyczność operacyjną. Operatorzy korzystają z cyfrowych paneli sterowania w celu dostosowania ustawień fizycznych. Czasy wymiany narzędzi znacznie się skracają w porównaniu z tradycyjnymi maszynami stacjonarnymi. Można przełączać pomiędzy standardowymi długościami i zmieniać grubość płyt od 3 mm do 18 mm przy minimalnych przestojach produkcyjnych.
Odp.: Zwrot z inwestycji zależy w dużej mierze od lokalnych stawek pracy i dziennej wydajności. W większości nowoczesnych obiektów pełny zwrot kapitału następuje w ciągu 18–24 miesięcy. Automatyczne układanie nawierzchni znacznie zmniejsza bezpośrednie koszty pracy. Drastycznie obniża również współczynnik odrzutów strukturalnych, zapobiegając przerwom w rdzeniu. Zwiększona dzienna przepustowość jeszcze bardziej przyspiesza poprawę sytuacji finansowej.
Odp.: Wysokiej jakości zautomatyzowane rozsiewacze bezproblemowo dostosowują się do substancji chemicznych o różnej lepkości. Z powodzeniem można stosować żywice mocznikowo-formaldehydowe (UF), melaminowo-mocznikowo-formaldehydowe (MUF) i fenolowo-formaldehydowe (PF). Zaawansowane mechaniczne systemy rolek umożliwiają precyzyjną regulację. Ta funkcjonalna elastyczność zapewnia optymalną wydajność rozprowadzania niezależnie od konkretnej receptury kleju przemysłowego, który wybierzesz.





















































