צפיות: 0 מחבר: עורך האתר זמן פרסום: 2026-06-05 מקור: אֲתַר











מעבר של מתקן מסורתי למודל אוטומטי דורש השקעת הון משמעותית. יצרנים מודרניים מתמודדים היום עם לחץ תפעולי עז. עלויות העבודה ממשיכות לעלות בהתמדה בשווקים גלובליים. מחירי חומרי הגלם נותרים תנודתיים ביותר. יתר על כן, קונים בינלאומיים דורשים סובלנות איכות קפדנית יותר ויותר. אתה צריך פתרון אמין ויעיל כדי להישאר תחרותי.
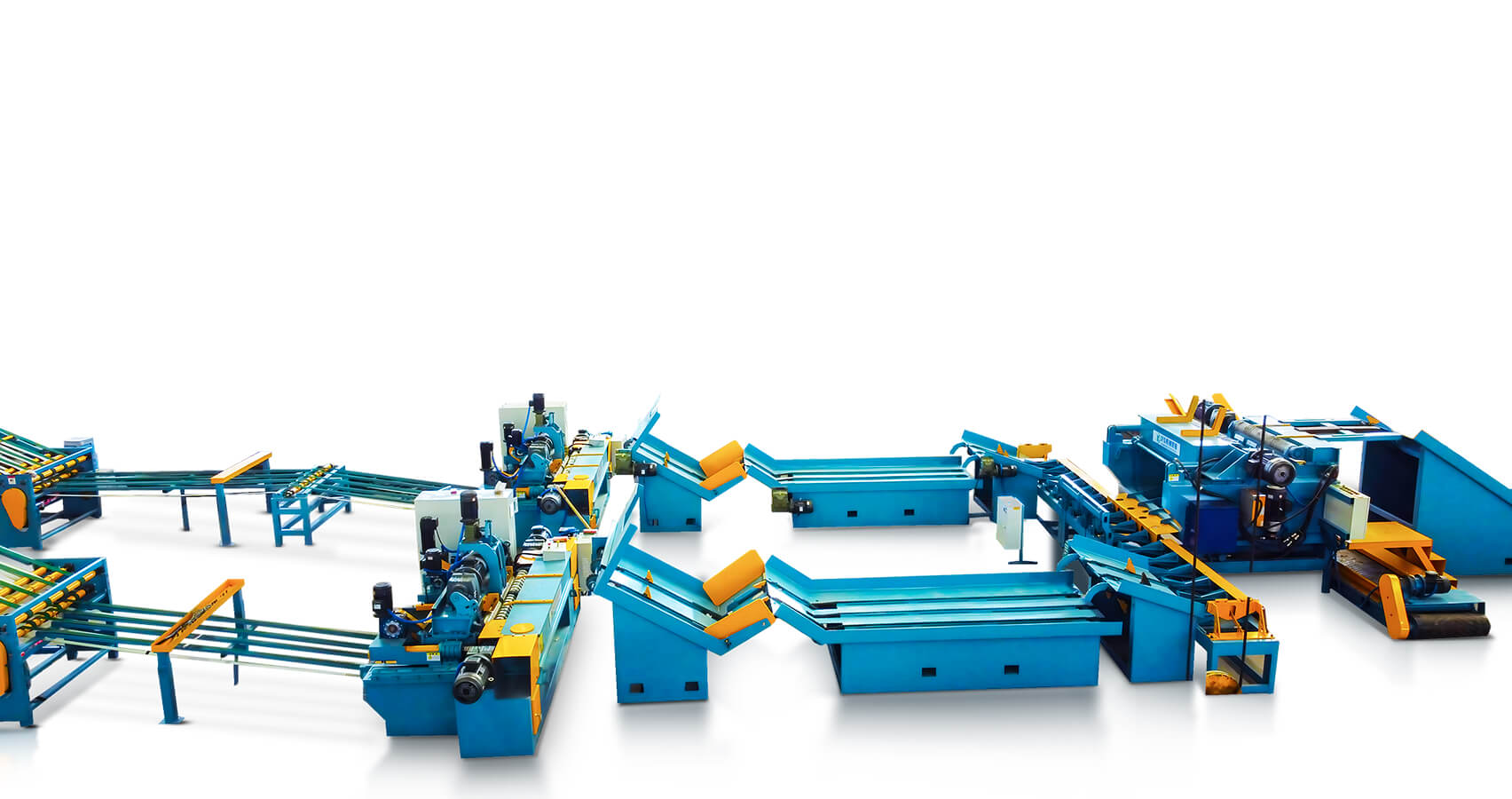
שדרוג לאוטומט קו ייצור לבוד מספק בדיוק את היתרון הזה. זה מייצג הרבה יותר משדרוג ציוד פשוט. זה מסמן שינוי אסטרטגי לעבר אוטומציה ניתנת לתכנות וגמישה. מדריך מקיף זה מפרק את היתרונות הניתנים לאימות של מכונות אוטומטיות. אנו מנוגדים בקפידה בין הגדרות מודרניות לתהליכים ידניים מסורתיים. תגלו אסטרטגיות ניתנות לפעולה למיטוב התפוקה היומית. לבסוף, אנו מספקים מסגרת מובנית להערכת פתרונות ספקים והפחתת סיכוני יישום.
אופטימיזציה של תהליך: שדרוג להדבקה אוטומטית והנחת לוח מפחית באופן דרסטי את בזבוז החומר והתלות בעבודה תוך הבטחת תפוקה יומית צפויה.
עקביות איכות: בקרי לוגיקה ניתנים לתכנות (PLC) בשלבי כבישה קרה וחמה מבטלים טעויות אנוש, ומבטיחים עובי אחיד, צפיפות וחוזק מליטה.
הפחתת סיכונים: פריסה מוצלחת מסתמכת על בדיקות קבלה קפדניות של המפעל (FAT) ושילוב מכאני-חשמלי מודולרי כדי למזער את זמן ההשבתה באתר.
הערכת ספק: בחירת קו ייצור מחייבת ביקורת על זמינות החלקים של הספק, תמיכת תוכנה ויכולת לטפל במספר מידות פורניר וסוגי דבק (UF, MUF, PF).
שדרוג המסורתי שלך מפעל דיקט משנה מהיסוד את הכלכלה התפעולית שלך. טיפול ידני יוצר צווארי בקבוק חמורים בייצור. עייפות אנושית מאטה בהכרח את התפוקה היומית. אוטומציה ניתנת לתכנות פותרת את התלות הזו באופן מיידי. זה מייצב את מדד העלות ללוח שלך ביעילות. אתה מגן על שולי הרווח ללא קשר למחסור בשוק העבודה המקומי.
קחו בחשבון את השיפור המסיבי בתפוקת החומר. פעולות ידניות מבזבזות באופן טבעי פורניר ליבה יקר. לעתים קרובות עובדים מורחים יתר על המידה דבקים תעשייתיים יקרים במהלך משמרות נמהרות. קווים אוטומטיים משתמשים במדידות מדויקות מונעות חיישנים. הם מיישמים נפחי דבק מדויקים באופן עקבי על פני כל לוח בודד. אתה מחזיר פסולת חומרים יקרים במהירות. תשואה טובה יותר מתורגמת ישירות לרווחיות גבוהה יותר של המפעל.
ייצור מודרני מסתמך במידה רבה על אוטומציה גמישה. אוטומציה קבועה ישנה יותר מגבילה את מגוון המוצרים שלך בצורה חמורה. לעומת זאת, קווים הניתנים לתכנות מסתגלים במהירות לדרישות השוק המשתנות. מפעילים יכולים לעבור בצורה חלקה בין גדלים סטנדרטיים שונים. התאמת הייצור לממדים של 1220 מ'מ על 2440 מ'מ לוקחת דקות ספורות. אתה יכול לשנות בקלות הגדרות עבור עובי לוח הנעים בין 3 מ'מ ל-18 מ'מ. השבתת ציוד ממושכת נעלמת לחלוטין.
| תפעוליות | אוטומציה של מכונות קבועות | גמישות לתכנות אוטומציה |
|---|---|---|
| החלפת מוצר | לְהַאֵט. דורש עיבוד פיזי נרחב. | מָהִיר. התאמות דיגיטליות מתבצעות באמצעות לוחות בקרה. |
| גמישות אצווה | יָרוּד. מתאים בהחלט לריצות מאסיביות של מוצר בודד. | מְעוּלֶה. מטפל בצורה חלקה בעוביים משתנים (3 מ'מ-18 מ'מ). |
| הסתגלות לטווח ארוך | נָמוּך. קשה לשדרג עבור תקני שוק חדשים. | גָבוֹהַ. עדכוני תוכנה וחלקים מודולריים מבטיחים אריכות ימים. |

השווה יישום רולר ידני מול מפזרים מבוקרים דיוק. יישום ידני יוצר באופן שגרתי פיזור דבק לא אחיד. אזורי פאנל מסוימים מקבלים יותר מדי דבק. נקודות חיוניות אחרות נשארות יבשות בצורה מסוכנת. משדרג ל הדבקה אוטומטית פותרת את חוסר העקביות הקריטיות הללו לצמיתות. גלילים מדויקים מיישמים שכבה מיקרוסקופית מחושבת בדיוק.
משתני תאימות משחקים כאן תפקיד עצום. מפזרים מתקדמים מציעים התאמה מיידית ברצפת המפעל. אתה יכול לכייל אותם לעובי פורניר משתנים בקלות. יתר על כן, הם משתלבים בצורה מושלמת לצד דבקים תעשייתיים שונים. אוריאה-פורמלדהיד (UF), מלמין-אוריאה-פורמלדהיד (MUF) ושרף פנול-פורמלדהיד (PF) כולם דורשים טיפול ספציפי ביותר. מפזרים אוטומטיים שומרים על שיעורי פיזור אופטימליים עבור כל הרכב כימי נפרד.
הפוך ערימה ידנית מסורתית למערכות אוטומטיות מודרניות. ערימה ידנית דורשת עבודה פיזית אינטנסיבית. זה זז לאט ומתיש את כוח העבודה שלך. עובדים לעתים קרובות לא מסתדרים עם שכבות הליבה הפנימיות. תהליך ידני פגום זה לוכד לעתים קרובות כיסי אוויר הרסניים בתוך הפאנל. אוטומטי הנחת לוח מבטלת את נקודות הכאב התפעוליות המדויקות הללו.
מערכות יישור מונעות באמצעות חיישן מספקות ערימה ניתנת לחזרה ברציפות. מנגנוני הזנה אוטומטיים ממקמים כל יריעת פורניר בצורה מושלמת. דיוק זה מונע ישירות פערי ליבה פנימיים. זה מבטל לחלוטין קצוות חופפים. יישור שכבות עקבי מבטיח מוצר סופי מעולה מבחינה מבנית.
סנכרון שלבי הלחיצה שלך קובע את עמידות הפאנל האולטימטיבית. הכבישה הקרה משמשת תפקיד הכנה חיוני ברצף זה. ראשית, הוא מייצב לחלוטין את ערימת הפורניר שזה עתה הורכב. המכונה מוציאה בועות אוויר כלואות באופן פעיל לפני שלב החימום הסופי. לבסוף, הוא מספק את הדבק הראשוני המכריע.
לאחר הכנה זו, לוחות נכנסים ל עיתונות חמה . עליך להעריך בקפידה חימום שמן תרמי מול מערכות חימום קיטור מסורתיות. שמן תרמי בדרך כלל מספק פיזור טמפרטורה אחיד יותר. בקרות אינטליגנטיות מונעות PLC מנהלות בקפדנות הן את הטמפרטורה והן את הלחץ ההידראולי. רשתות בטיחות דיגיטליות אלו מונעות דלמינציה אסון. הם מפחיתים באופן משמעותי את פגמי השטח ומפסיקים את ריפוי יתר לחלוטין. ניהול תרמי מדויק מגדיר בסופו של דבר את השלמות המבנית של הלוח.
מסועים משולבים יוצרים זרימת מוצרים רציפה יעילה ביותר. הם מזיזים לוחות חמים בצורה חלקה מאזור העיתונות. לוחות עוברים ישירות לתוך מסורי חיתוך קצוות מחוספסים ללא התערבות אנושית. לאחר מכן, הם נכנסים אוטומטית לתחנות חיתוך עדינות. אוטומציה שומרת על תנועת לוחות ללא הרף. זה מבטל הובלה ידנית מסוכנת של מלגזה בין תחנות עיבוד.
גימור משטח מכתיב במידה רבה את המחיר הסופי שלך בשוק. מכונות טרום כרסום אוטומטיות מכינות את הקצוות הגסים בצורה מושלמת. מכונות שיוף כיול מחליקות את הפנים העליון והתחתון בו זמנית. הם מסירים פגמים מיקרוסקופיים במשטח באופן מיידי. אתה משיג גימורי משטח פרימיום בדרגת יצוא באופן עקבי. קונים בינלאומיים דורשים את הרמה המדויקת הזו של שלמות אסתטית.
שילוב בקרת איכות מייצג מגמה דומיננטית בתעשייה. יצרנים מתקינים כעת לעתים קרובות מודולי סריקה אוטומטיים. ניטור עובי מוטבע מזהה בעיות ייצור באופן מיידי. אתה מקבל אבחון ליקויים בזמן אמת ישירות על מסך הבקרה הראשי. מפעילים יכולים להתאים את הגדרות ה-upstream באופן מיידי. גישה תפעולית פרואקטיבית זו מפחיתה באופן דרסטי גרוטאות שלאחר הייצור.
עליך להכיר בסיכוני פריסה פוטנציאליים ביושר. תכנון טביעת הרגל של המתקנים דורש תשומת לב קפדנית לפני הרכישה. התאמה אישית של פריסת הקו מבטיחה פעולה יומיומית בטוחה. עליך להתאים ציוד כבד חדש למידות המפעל הקיימות כראוי. פרוטוקולי עצירת חירום דורשים הקפדה על כל הרצפה. ציות קפדני לרגולציה שומרת על בטיחות כוח העבודה שלך.
בדיקת קבלת מפעל (FAT) מחזיקה בערך עצום שניתן לאימות. אנו ממליצים בחום לקונים להתעקש על בדיקה מוקדמת מכנית מלאה. דרשו ניסויים חשמליים מקיפים במתקן היצרן לפני המשלוח. גישת הכנס והפעל אמיתית זו ממזערת הפתעות מגעילות באתר. זה מקצר משמעותית את פרקי הזמן של פריסת האתר. חודשים של הרכבה כאוטית באתר מתכווצים במהירות לשבועות ניתנים לניהול.
שקול היטב את אסטרטגיית התחזוקה ארוכת הטווח שלך. העבודה הפיזית פוחתת באופן משמעותי עם פריסה מוצלחת. עם זאת, הצורך שלך בטכנאי חשמל מיומנים גדל באופן יחסי. חלקי חילוף סטנדרטיים מבטיחים תיקונים מכניים מהירים. תוכנת אבחון נגישה מעצימה את צוות התחזוקה המקומי שלך.
התעלמות ממרווחים תקורה: אי מדידת גבהי תקרה לפני התקנת יחידות לחיצה חמה מרובת יום מובילה לעיכובים חמורים בהתקנה.
התעלמות ממגבלות חשמל: המשך פעולה מבלי לבדוק את רשת החשמל הנוכחית שלך גורם ליציאות תכופות של מפסקים.
דילוג על שלב ה-FAT: סירוב לבדיקה מוקדמת במפעל גורם לעתים קרובות לבאגים מורכבים בתכנות PLC המופיעים במהלך הייצור החי באתר.
בחירת יצרן הציוד הנכון דורשת קריטריוני הערכה קפדניים. התאמת קיבולת מהווה את מדד הבסיס שלך. התאם את מפרטי תפוקת הציוד המצוטטים בקפדנות ליעדי הפלט של היצרן שלך. קניית יתר מבזבזת הון תפעולי יקר שלא לצורך. רכישת חסר מגבילה מאוד את הצמיחה העתידית שלך בהכנסות.
מיקור רכיבים דורש בדיקה טכנית מעמיקה. הערך את המקור המדויק של חלקים פנימיים קריטיים. ודא שהיצרן משתמש ברכיבים חשמליים המוכרים בעולם. צילינדרים פנאומטיים צריכים להגיע ממותגים בינלאומיים מבוססים. המקור האסטרטגי הזה מבטיח החלפה מקומית קלה יותר. אתה נמנע מהמתנה של שבועות לרכיבי חילוף קנייניים שיגיעו מחו'ל.
הסכמי רמת שירות (SLAs) קובעים מאוד את הצלחתך לטווח ארוך. העריכו את המציאות המוחלטת של התמיכה הטכנית שלהם 24/7. העריכו את התחייבויותיהם בפועל להתקנה באתר בשקיפות. שאל לגבי עדכוני מכונות תוכנה לטווח ארוך. שותף ייצור אמין תומך בך זמן רב לאחר סיום ההפעלה הראשונית.
מתקן לעיבוד דיקט אוטומטי מייצג אבולוציה תעשייתית הכרחית. עליך לחדש את תשתית הליבה כדי להגדיל את הפעילות בצורה יעילה. זו נותרה הדרך האמינה ביותר לעמוד בתקני איכות בינלאומיים מחמירים.
אנו ממליצים על שלושה שלבים הבאים שניתנים לפעולה לפני התחלת דיונים עם ספקים:
בדוק בזהירות את צווארי הבקבוק הידניים הנוכחיים שלך כדי לזהות אזורים מדויקים של אובדן חומר.
מדוד את שעות העבודה הישירות המושקעות מדי שבוע בהרכבה ידנית של פורניר וערימה.
חשב את פסולת הדבק החודשית שלך כדי לבנות קו בסיס ביצועים פנימי מדויק לפני הוצאת כל בקשה רשמית להצעה.
ת: לוחות הזמנים של ההתקנה משתנים בהתאם למורכבות הציוד ומוכנות האתר. קו אוטומטי סטנדרטי דורש בדרך כלל ארבעה עד שמונה שבועות להפעלה מלאה באתר. ביצוע מבחן קבלה קפדני של מפעל (FAT) לפני כן מפחית משמעותית את מסגרת הזמן הזו. הכנת האתר, כולל יסודות מפולסים וניתוב חשמל נכון, חייבת להסתיים לפני המסירה הראשונית.
ת: כן. מערכות אוטומציה מודרניות הניתנות לתכנות מציעות גמישות תפעולית גבוהה. מפעילים משתמשים בלוחות בקרה דיגיטליים כדי להתאים הגדרות פיזיות. זמני החלפת הכלים יורדים משמעותית בהשוואה למכונות קבועות מסורתיות. אתה יכול לעבור בין אורכים סטנדרטיים ולשנות עובי לוח מ-3 מ'מ עד 18 מ'מ עם זמן השבתה מינימלי של ייצור.
ת: ההחזר על ההשקעה תלוי במידה רבה בתעריפי העבודה המקומיים ובתפוקה היומית שלך. רוב המתקנים המודרניים רואים תשואות הון מלאות בתוך 18 עד 24 חודשים. ריצוף אוטומטי מפחית באופן חד את הוצאות העבודה הישירה. זה גם מוריד באופן דרסטי את שיעור הדחייה המבני על ידי מניעת פערי ליבה. תפוקה יומית מוגברת מאיצה עוד יותר את ההתאוששות הפיננסית הזו.
ת: מפזרים אוטומטיים באיכות גבוהה מתאימים לצמיגות כימית מגוונות בצורה חלקה. אתה יכול להשתמש בהצלחה אוריאה-פורמלדהיד (UF), מלמין-אוריאה-פורמלדהיד (MUF) ושרף פנול-פורמלדהיד (PF). מערכות רולר מכניות מתקדמות מאפשרות התאמה מדויקת. גמישות פונקציונלית זו מבטיחה שיעורי פיזור אופטימליים ללא קשר לנוסחת הדבק התעשייתי הספציפית שתבחר ליישם.





















































