Visningar: 0 Författare: Webbplatsredaktör Publiceringstid: 2026-06-05 Ursprung: Plats











Att övergå till en traditionell anläggning till en automatiserad modell kräver betydande kapitalinvesteringar. Moderna tillverkare står idag inför ett intensivt drifttryck. Arbetskraftskostnaderna fortsätter att stiga stadigt på globala marknader. Råvarupriserna är fortfarande mycket volatila. Dessutom kräver internationella köpare allt strängare kvalitetstoleranser. Du behöver en pålitlig, effektiv lösning för att förbli konkurrenskraftig.
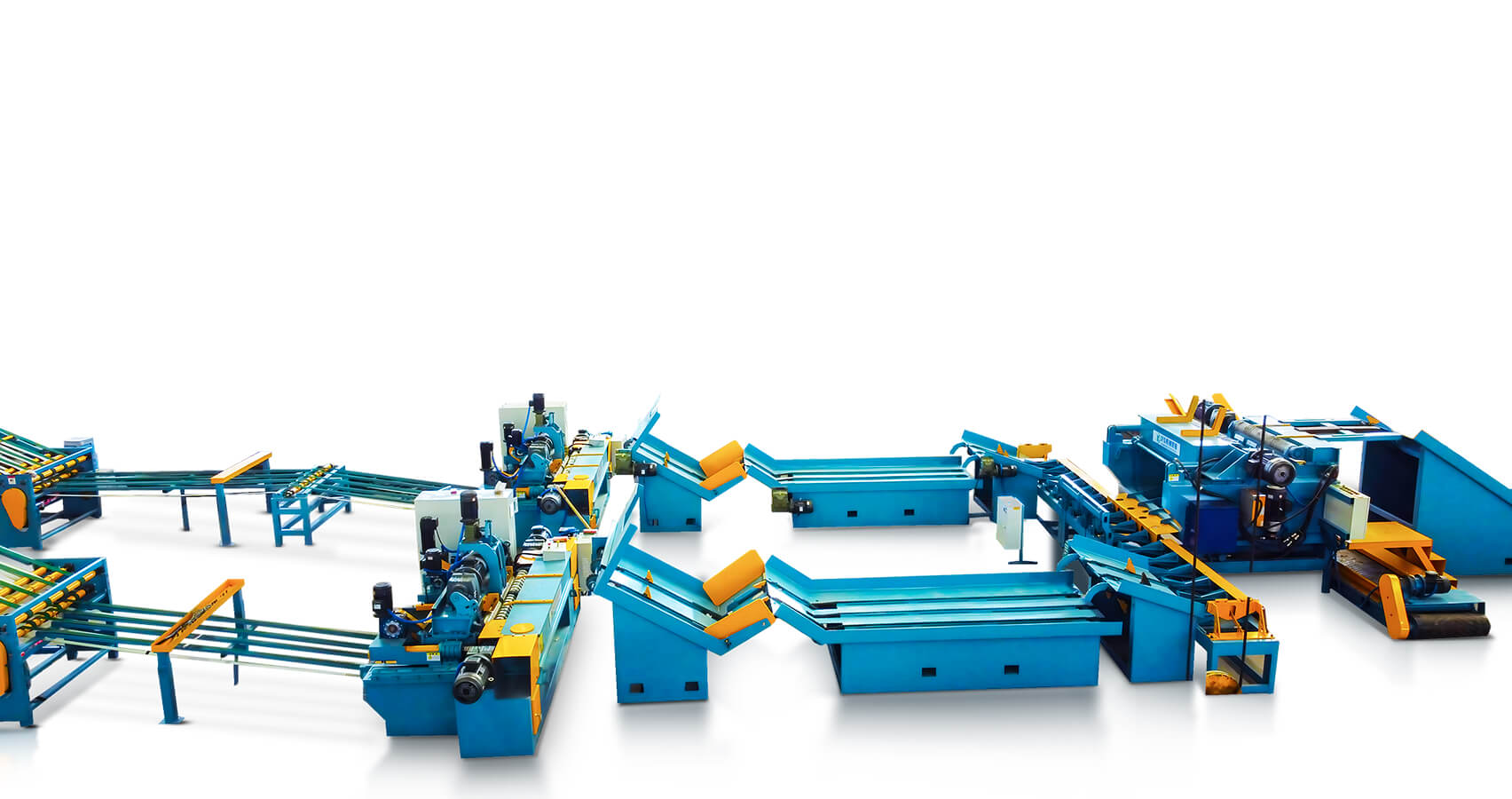
Uppgraderar till en automatisk Plywood Production Line ger exakt denna fördel. Det representerar mycket mer än en enkel utrustningsuppgradering. Det signalerar ett strategiskt skifte mot programmerbar, flexibel automation. Denna omfattande guide bryter ner de verifierbara fördelarna med automatiserade maskiner. Vi kontrasterar noggrant moderna inställningar mot traditionella manuella processer. Du kommer att upptäcka handlingsbara strategier för att optimera den dagliga genomströmningen. Slutligen tillhandahåller vi ett strukturerat ramverk för att utvärdera leverantörslösningar och minska implementeringsrisker.
Processoptimering: Uppgradering till automatisk limning och skivläggning minskar drastiskt materialspill och arbetsberoende samtidigt som man säkerställer förutsägbar daglig produktion.
Kvalitetskonsistens: Programmerbara logiska styrenheter (PLC) i kall- och varmpressningsstadier eliminerar mänskliga fel, vilket säkerställer enhetlig tjocklek, densitet och bindningsstyrka.
Riskreducering: Framgångsrik implementering förlitar sig på rigorösa Factory Acceptance Testing (FAT) och modulär mekanisk-elektrisk integration för att minimera driftstopp på plats.
Leverantörsutvärdering: Att välja en produktionslinje kräver granskning av leverantörens reservdelstillgänglighet, mjukvarustöd och kapacitet för att hantera flera fanerdimensioner och limtyper (UF, MUF, PF).
Uppgradera din traditionella plywoodfabriken förändrar i grunden din driftsekonomi. Manuell hantering skapar allvarliga produktionsflaskhalsar. Mänsklig trötthet saktar oundvikligen ner den dagliga produktionen. Programmerbar automation löser detta beroende omedelbart. Det stabiliserar din kostnad per styrelse på ett effektivt sätt. Du skyddar vinstmarginalerna oavsett lokal brist på arbetsmarknaden.
Tänk på den massiva förbättringen av materialutbytet. Manuella operationer slösar naturligtvis värdefullt kärnfaner. Arbetare överapplicerar ofta dyra industrilim under hasade skift. Automatiserade linjer använder exakta, sensordrivna mätningar. De applicerar exakta limvolymer konsekvent över varje panel. Du återvinner kostsamt materialavfall snabbt. Bättre avkastning leder direkt till högre fabrikslönsamhet.
Modern tillverkning är starkt beroende av flexibel automation. Äldre fast automation begränsar ditt produktsortiment kraftigt. Omvänt anpassar sig programmerbara linjer snabbt till förändrade marknadskrav. Operatörer kan sömlöst växla mellan olika standardstorlekar. Att justera produktionen för måtten 1220 mm x 2440 mm tar bara några minuter. Du kan enkelt ändra inställningar för skivtjocklekar från 3 mm till 18 mm. Långvariga driftstopp försvinner helt.
| Operational Metrisk | Automation för fasta maskiner | Flexibel Programmerbar Automation |
|---|---|---|
| Produktbyte | Långsam. Kräver omfattande fysisk omställning. | Snabb. Digitala justeringar utförs via kontrollpaneler. |
| Batchflexibilitet | Dålig. Strikt lämpad för stora serier av en enda produkt. | Excellent. Klarar sömlöst varierande tjocklekar (3 mm-18 mm). |
| Långsiktig anpassningsförmåga | Låg. Svårt att uppgradera för nya marknadsstandarder. | Hög. Programuppdateringar och modulära delar säkerställer lång livslängd. |

Jämför en manuell rullapplicering med precisionsstyrda spridare. Manuell applicering skapar rutinmässigt ojämn limfördelning. Vissa panelområden får för mycket lim. Andra vitala fläckar förblir farligt torra. Uppgraderar till automatiserad limning löser dessa kritiska inkonsekvenser permanent. Precisionsrullar applicerar ett exakt beräknat mikroskopiskt lager.
Kompatibilitetsvariabler spelar en stor roll här. Högklassiga spridare erbjuder omedelbar justerbarhet på fabriksgolvet. Du kan enkelt kalibrera dem för olika fanertjocklekar. Dessutom integreras de perfekt tillsammans med olika industriella lim. Urea-formaldehyd (UF), melamin-urea-formaldehyd (MUF) och fenol-formaldehyd (PF) hartser kräver alla mycket specifik hantering. Automatiserade spridare upprätthåller optimala spridningshastigheter för varje distinkt kemisk sammansättning.
Kontra traditionell manuell stapling mot moderna automatiserade system. Manuell stapling kräver intensivt fysiskt arbete. Det rör sig långsamt och tröttar ut din arbetskraft. Arbetare feljusterar ofta de inre kärnskikten. Denna felaktiga manuella process fångar ofta destruktiva luftfickor inuti panelen. Automatiserad brädläggning eliminerar dessa exakta operativa smärtpunkter.
Sensordrivna uppriktningssystem ger mycket repeterbar stapling kontinuerligt. Automatiserade matningsmekanismer placerar varje fanerark perfekt. Denna precision förhindrar direkt inre kärngap. Det eliminerar strikt överlappande kanter. Konsekvent lagerinriktning garanterar en strukturellt överlägsen slutprodukt.
Synkronisering av dina presssteg bestämmer panelens ultimata hållbarhet. Kallpressen fyller en viktig förberedande roll i denna sekvens. För det första stabiliserar den den nymonterade fanerstapeln helt. Maskinen driver aktivt ut fångade luftbubblor innan den sista uppvärmningsfasen. Slutligen ger det den avgörande initiala limklibben.
Efter denna förberedelse kommer paneler in i varmpress . Du måste noggrant utvärdera termisk oljeuppvärmning mot traditionella ångvärmesystem. Termisk olja ger i allmänhet en jämnare temperaturfördelning. Intelligenta PLC-drivna kontroller kontrollerar strikt både temperatur och hydraultryck. Dessa digitala skyddsnät förhindrar katastrofal delaminering. De minskar ytdefekter avsevärt och stoppar överhärdning helt. Exakt termisk hantering definierar ytterst styrelsens strukturella integritet.
Integrerade transportörer skapar ett högeffektivt kontinuerligt produktflöde. De flyttar heta paneler sömlöst bort från pressområdet. Paneler går direkt in i grovkantskärningssågar utan mänsklig inblandning. Därefter kommer de automatiskt in i fintrimningsstationer. Automation håller panelerna i rörelse hela tiden. Detta eliminerar farlig manuell trucktransport mellan bearbetningsstationer.
Ytbehandling dikterar i hög grad ditt slutliga marknadspris. Automatiserade förfräsmaskiner förbereder de ojämna kanterna perfekt. Kalibreringsslipmaskiner jämnar ut över- och undersidan samtidigt. De tar bort mikroskopiska ytdefekter direkt. Du uppnår konsekvent premiumytor i exportkvalitet. Internationella köpare kräver denna exakta nivå av estetisk perfektion.
Kvalitetskontrollintegration representerar en dominerande framväxande industritrend. Tillverkare installerar nu ofta automatiska skanningsmoduler. Inline tjockleksövervakning identifierar produktionsproblem omedelbart. Du får feldiagnos i realtid direkt på huvudkontrollskärmen. Operatörer kan justera uppströmsinställningar direkt. Detta proaktiva operativa tillvägagångssätt minskar efterproduktionsskrotet drastiskt.
Du måste erkänna potentiella implementeringsrisker ärligt. Planering av anläggningens fotavtryck kräver noggrann uppmärksamhet innan du köper. Anpassning av linjelayouten garanterar säker daglig drift. Du måste montera ny tung utrustning i befintliga fabriksmått ordentligt. Nödstoppsprotokoll kräver strikt efterlevnad över hela golvet. Rigorös regelefterlevnad håller din personal säker.
Factory Acceptance Testing (FAT) har ett enormt verifierbart värde. Vi rekommenderar starkt köpare att insistera på fullständig mekanisk förtestning. Kräv omfattande elektriska tester på tillverkarens anläggning innan leverans. Denna äkta plug-and-play-metod minimerar otäcka överraskningar på plats. Det förkortar avsevärt tidsramar för webbplatsdistribution. Månader av kaotisk montering på plats krymper snabbt till hanterbara veckor.
Överväg din långsiktiga underhållsstrategi noggrant. Det fysiska arbetet minskar avsevärt vid framgångsrik utplacering. Ditt behov av högutbildade eltekniker ökar dock proportionellt. Standardiserade reservdelar säkerställer snabba mekaniska reparationer. Tillgänglig diagnostisk programvara ger ditt lokaliserade underhållsteam.
Att ignorera fria utrymmen över huvudet: Underlåtenhet att mäta takhöjder innan installation av flerdagsljus varmpressenheter leder till allvarliga installationsförseningar.
Med utsikt över strömbegränsningar: Att fortsätta utan att granska ditt nuvarande elnät orsakar frekventa strömbrytare.
Att hoppa över FAT-fasen: Att vägra fabriksförtestning resulterar ofta i att komplexa PLC-programmeringsbuggar dyker upp under direktproduktion på plats.
Att välja rätt utrustningstillverkare kräver strikta utvärderingskriterier. Kapacitetsmatchning bildar ditt baslinjemått. Anpassa de angivna utrustningens genomströmningsspecifikationer strikt efter dina fabriksproduktionsmål. Överköp slösar värdefullt operativt kapital i onödan. Underköp begränsar din framtida intäktstillväxt kraftigt.
Komponentförsörjning kräver djup teknisk granskning. Utvärdera det exakta ursprunget för kritiska inre delar. Se till att tillverkaren använder globalt erkända elektriska komponenter. Pneumatiska cylindrar bör komma från etablerade internationella varumärken. Denna strategiska inköp garanterar enklare lokal ersättning. Du slipper vänta veckor på att proprietära ersättningskomponenter kommer från utlandet.
Service Level Agreements (SLA) avgör starkt din långsiktiga framgång. Bedöm den absoluta verkligheten av deras 24/7 tekniska support. Utvärdera deras faktiska installationsåtaganden på plats transparent. Fråga om långsiktiga uppdateringar av mjukvarumaskiner. En pålitlig tillverkningspartner hjälper dig långt efter den första idrifttagningen.
En automatiserad plywoodbearbetningsanläggning representerar en nödvändig industriell utveckling. Du måste modernisera kärninfrastrukturen för att skala verksamheten effektivt. Det är fortfarande det mest pålitliga sättet att uppfylla stränga internationella kvalitetsstandarder.
Vi rekommenderar tre handlingsbara nästa steg innan du inleder leverantörsdiskussioner:
Granska dina nuvarande manuella flaskhalsar noggrant för att identifiera exakta områden med materialförlust.
Mät de direkta arbetstimmar som spenderas varje vecka vid manuell fanermontering och stapling.
Beräkna ditt månatliga limavfall för att bygga en korrekt intern prestandabaslinje innan du utfärdar någon formell begäran om förslag.
S: Tidslinjerna för installationen varierar beroende på utrustningens komplexitet och platsens beredskap. En standardautomatiserad linje kräver vanligtvis fyra till åtta veckor för fullständig driftsättning på plats. Genom att genomföra ett rigoröst fabriksacceptanstest (FAT) i förväg minskar denna tidsram avsevärt. Platsförberedelser, inklusive utjämnade fundament och korrekt elektrisk dragning, måste avslutas innan den första leveransen.
A: Ja. Moderna programmerbara automationssystem erbjuder hög operativ flexibilitet. Operatörer använder digitala kontrollpaneler för att justera fysiska inställningar. Verktygsbytestiderna minskar avsevärt jämfört med traditionella fasta maskiner. Du kan växla mellan standardlängder och variera skivtjocklekar från 3 mm till 18 mm med minimal produktionsstopp.
S: Avkastningen på investeringen beror till stor del på din lokala arbetskraft och din dagliga genomströmning. De flesta moderna anläggningar får full kapitalavkastning inom 18 till 24 månader. Automatiserad beläggning minskar kraftigt direkta arbetskostnader. Det sänker också drastiskt den strukturella avvisningsfrekvensen genom att förhindra kärngap. Ökad daglig genomströmning påskyndar denna ekonomiska återhämtning ytterligare.
S: Automatiska spridare av hög kvalitet klarar olika kemiska viskositeter sömlöst. Du kan framgångsrikt använda urea-formaldehyd (UF), melamin-urea-formaldehyd (MUF) och fenol-formaldehyd (PF) hartser. Avancerade mekaniska rullsystem möjliggör exakta justeringar. Denna funktionella flexibilitet säkerställer optimala spridningshastigheter oavsett vilken specifika industriella limformel du väljer att applicera.





















































