Visualizzazioni: 0 Autore: Editor del sito Orario di pubblicazione: 2026-06-05 Origine: Sito











La transizione da una struttura tradizionale a un modello automatizzato richiede un investimento di capitale significativo. Oggi i produttori moderni si trovano ad affrontare un’intensa pressione operativa. Il costo del lavoro continua ad aumentare costantemente nei mercati globali. I prezzi delle materie prime rimangono altamente volatili. Inoltre, gli acquirenti internazionali richiedono tolleranze di qualità sempre più rigorose. Hai bisogno di una soluzione affidabile ed efficiente per rimanere competitivo.
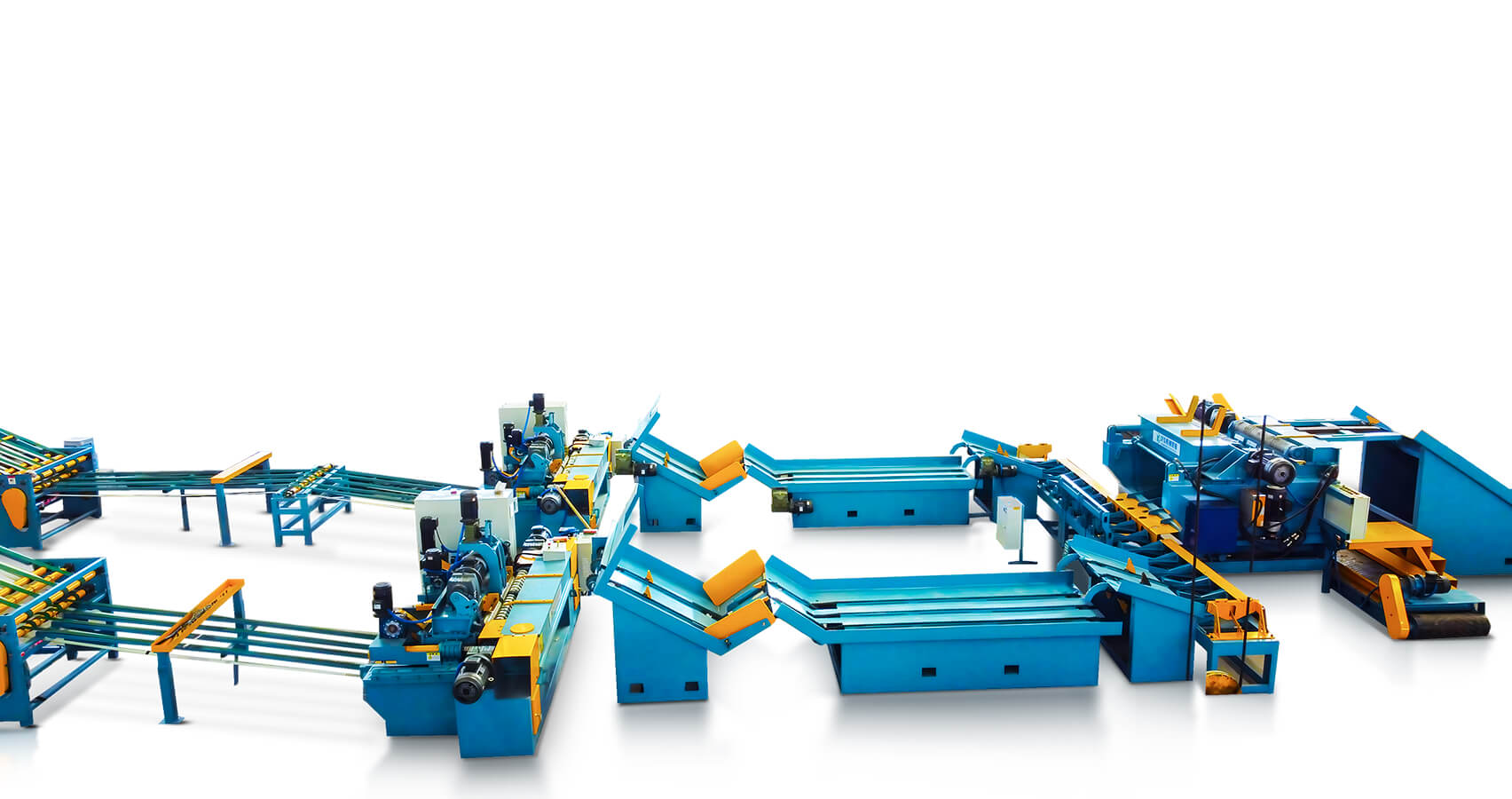
Aggiornamento a automatico La linea di produzione del compensato offre esattamente questo vantaggio. Rappresenta molto più di un semplice aggiornamento dell'attrezzatura. Segnala un cambiamento strategico verso un’automazione programmabile e flessibile. Questa guida completa analizza i vantaggi verificabili dei macchinari automatizzati. Mettiamo attentamente a confronto le configurazioni moderne con i tradizionali processi manuali. Scoprirai strategie attuabili per ottimizzare il throughput giornaliero. Infine, forniamo un quadro strutturato per valutare le soluzioni dei fornitori e mitigare i rischi di implementazione.
Ottimizzazione del processo: il passaggio all’incollaggio e alla posa automatizzati dei pannelli riduce drasticamente gli sprechi di materiale e la dipendenza dalla manodopera garantendo al tempo stesso una produzione giornaliera prevedibile.
Coerenza della qualità: i controllori logici programmabili (PLC) nelle fasi di pressatura a freddo e a caldo eliminano l'errore umano, garantendo spessore, densità e forza di adesione uniformi.
Mitigazione del rischio: il successo dell'implementazione si basa su rigorosi test di accettazione in fabbrica (FAT) e sull'integrazione meccanico-elettrica modulare per ridurre al minimo i tempi di inattività in loco.
Valutazione del fornitore: la selezione di una linea di produzione richiede il controllo della disponibilità delle parti del fornitore, del supporto software e della capacità di gestire più dimensioni di impiallacciatura e tipi di colla (UF, MUF, PF).
Aggiorna il tuo tradizionale La fabbrica di compensato cambia radicalmente la tua economia operativa. La movimentazione manuale crea gravi colli di bottiglia nella produzione. La fatica umana rallenta inevitabilmente la produzione giornaliera. L'automazione programmabile risolve immediatamente questa dipendenza. Stabilizza in modo efficiente la metrica del costo per scheda. Proteggi i margini di profitto indipendentemente dalla carenza di manodopera locale.
Considera il massiccio miglioramento della resa del materiale. Le operazioni manuali sprecano naturalmente il prezioso rivestimento del nucleo. I lavoratori spesso applicano una quantità eccessiva di costosi adesivi industriali durante i turni affrettati. Le linee automatizzate utilizzano misurazioni precise guidate da sensori. Applicano volumi esatti di colla in modo uniforme su ogni singolo pannello. Recupererete rapidamente costosi rifiuti materiali. Una migliore resa si traduce direttamente in una maggiore redditività della fabbrica.
La produzione moderna fa molto affidamento sull’automazione flessibile. Le vecchie automazioni fisse limitano fortemente la vostra gamma di prodotti. Al contrario, le linee programmabili si adattano rapidamente alle mutevoli richieste del mercato. Gli operatori possono passare senza problemi tra diverse dimensioni standard. La regolazione della produzione per le dimensioni 1220 mm x 2440 mm richiede solo pochi minuti. È possibile modificare facilmente le impostazioni per spessori di pannelli compresi tra 3 mm e 18 mm. I tempi di inattività prolungati delle apparecchiature scompaiono completamente.
| Metrica operativa | Automazione di macchinari fissi | Automazione programmabile flessibile |
|---|---|---|
| Cambio di prodotto | Lento. Richiede un ampio riassetto fisico. | Veloce. Le regolazioni digitali vengono eseguite tramite pannelli di controllo. |
| Flessibilità dei lotti | Povero. Rigorosamente adatto per massicce tirature di singoli prodotti. | Eccellente. Gestisce senza soluzione di continuità spessori variabili (3 mm-18 mm). |
| Adattabilità a lungo termine | Basso. Difficile da aggiornare per i nuovi standard di mercato. | Alto. Gli aggiornamenti software e le parti modulari garantiscono la longevità. |

Confronta un'applicazione manuale a rullo con gli spandiconcime a controllo di precisione. L'applicazione manuale crea abitualmente una distribuzione non uniforme della colla. Alcune aree del pannello ricevono troppo adesivo. Altri punti vitali rimangono pericolosamente asciutti. Aggiornamento a l'incollaggio automatizzato risolve permanentemente queste incongruenze critiche. I rulli di precisione applicano uno strato microscopico esattamente calcolato.
Le variabili di compatibilità giocano un ruolo enorme qui. Gli spandiconcime di fascia alta offrono una regolazione immediata in fabbrica. È possibile calibrarli facilmente per variare lo spessore dell'impiallacciatura. Inoltre, si integrano perfettamente con diversi adesivi industriali. Le resine urea-formaldeide (UF), melamina-urea-formaldeide (MUF) e fenolo-formaldeide (PF) richiedono tutte una manipolazione altamente specifica. Gli spargitori automatizzati mantengono velocità di diffusione ottimali per ciascuna composizione chimica distinta.
Confronta il tradizionale impilamento manuale con i moderni sistemi automatizzati. L'impilamento manuale richiede un intenso lavoro fisico. Si muove lentamente ed esaurisce la tua forza lavoro. I lavoratori spesso disallineano gli strati centrali interni. Questo processo manuale imperfetto spesso intrappola sacche d'aria distruttive all'interno del pannello. Automatizzato la posa delle schede elimina questi esatti punti critici operativi.
I sistemi di allineamento guidati da sensori forniscono un impilamento altamente ripetibile in modo continuo. I meccanismi di alimentazione automatizzati posizionano perfettamente ogni foglio di impiallacciatura. Questa precisione impedisce direttamente lacune nel nucleo interno. Elimina rigorosamente i bordi sovrapposti. L'allineamento coerente degli strati garantisce un prodotto finale strutturalmente superiore.
La sincronizzazione delle fasi di pressatura determina la massima durata del pannello. La spremitura a freddo svolge un ruolo preparatorio fondamentale in questa sequenza. Innanzitutto stabilizza completamente la pila di impiallacciature appena assemblata. La macchina espelle attivamente le bolle d'aria intrappolate prima della fase finale di riscaldamento. Infine, fornisce la fondamentale presa adesiva iniziale.
Dopo questa preparazione, i pannelli entrano nel pressa a caldo . È necessario valutare attentamente il riscaldamento ad olio diatermico rispetto ai tradizionali sistemi di riscaldamento a vapore. L'olio termico generalmente fornisce una distribuzione della temperatura più uniforme. I controlli intelligenti gestiti da PLC gestiscono rigorosamente sia la temperatura che la pressione idraulica. Queste reti di sicurezza digitali impediscono una delaminazione disastrosa. Riducono significativamente i difetti superficiali e impediscono completamente la polimerizzazione eccessiva. Una gestione termica precisa definisce in definitiva l'integrità strutturale della scheda.
I trasportatori integrati creano un flusso continuo di prodotti altamente efficiente. Allontanano senza problemi i pannelli caldi dall'area della pressa. I pannelli viaggiano direttamente nelle seghe per rifilatura dei bordi grezzi senza intervento umano. Successivamente, entrano automaticamente nelle stazioni di rifilatura fine. L'automazione mantiene i pannelli in costante movimento. Ciò elimina il pericoloso trasporto manuale con carrelli elevatori tra le stazioni di lavorazione.
La finitura superficiale determina fortemente il prezzo di mercato finale. Le prefresatrici automatizzate preparano perfettamente i bordi grezzi. Le levigatrici calibratrici levigano contemporaneamente le facce superiore e inferiore. Rimuovono istantaneamente le microscopiche imperfezioni superficiali. Ottieni costantemente finiture superficiali di prima qualità per l'esportazione. Gli acquirenti internazionali richiedono questo esatto livello di perfezione estetica.
L’integrazione del controllo qualità rappresenta una tendenza industriale emergente dominante. I produttori ora installano frequentemente moduli di scansione automatizzati. Il monitoraggio dello spessore in linea identifica immediatamente i problemi di produzione. Riceverai la diagnosi dei difetti in tempo reale direttamente sulla schermata di controllo principale. Gli operatori possono regolare istantaneamente le impostazioni a monte. Questo approccio operativo proattivo riduce drasticamente gli scarti post-produzione.
È necessario riconoscere onestamente i potenziali rischi di distribuzione. La pianificazione dell'impronta della struttura richiede un'attenzione meticolosa prima dell'acquisto. La personalizzazione del layout della linea garantisce un funzionamento quotidiano sicuro. È necessario adattare correttamente le nuove attrezzature pesanti alle dimensioni della fabbrica esistente. I protocolli di arresto di emergenza richiedono un rigoroso rispetto su tutto il piano. La rigorosa conformità normativa garantisce la sicurezza della tua forza lavoro.
Il Factory Acceptance Testing (FAT) ha un enorme valore verificabile. Consigliamo vivamente agli acquirenti di insistere su un pre-test meccanico completo. Richiedere prove elettriche complete presso la struttura del produttore prima della spedizione. Questo vero approccio plug-and-play riduce al minimo le brutte sorprese in loco. Riduce significativamente i tempi di implementazione del sito. Mesi di caotico assemblaggio in loco si riducono rapidamente a settimane gestibili.
Considera attentamente la tua strategia di manutenzione a lungo termine. Il lavoro fisico diminuisce in modo significativo in caso di implementazione riuscita. Tuttavia, la necessità di elettricisti altamente qualificati aumenta proporzionalmente. I pezzi di ricambio standardizzati garantiscono riparazioni meccaniche rapide. Il software diagnostico accessibile potenzia il tuo team di manutenzione localizzato.
Ignorare gli spazi liberi superiori: la mancata misurazione dell'altezza del soffitto prima dell'installazione delle unità di pressatura a caldo a più luci porta a gravi ritardi nell'installazione.
Trascurare i vincoli energetici: procedere senza controllare la rete elettrica attuale provoca frequenti scatti dell'interruttore.
Saltare la fase FAT: il rifiuto del pre-test in fabbrica spesso comporta la comparsa di complessi bug di programmazione del PLC durante la produzione in loco.
La scelta del giusto produttore di apparecchiature richiede criteri di valutazione rigorosi. La corrispondenza della capacità costituisce la metrica di base. Allinea rigorosamente le specifiche di produttività dell'attrezzatura indicate agli obiettivi di produzione della tua fabbrica. L’acquisto eccessivo spreca inutilmente prezioso capitale operativo. Il sottoacquisto limita fortemente la crescita futura dei ricavi.
L'approvvigionamento dei componenti richiede un esame tecnico approfondito. Valutare l'esatta origine delle parti interne critiche. Assicurarsi che il produttore utilizzi componenti elettrici riconosciuti a livello mondiale. I cilindri pneumatici dovrebbero provenire da marchi internazionali affermati. Questo approvvigionamento strategico garantisce una più facile sostituzione a livello locale. Eviterai settimane di attesa per i componenti sostitutivi proprietari che arrivano dall'estero.
Gli accordi sui livelli di servizio (SLA) determinano fortemente il tuo successo a lungo termine. Valuta la realtà assoluta del loro supporto tecnico 24 ore su 24, 7 giorni su 7. Valutare in modo trasparente i loro effettivi impegni di installazione in loco. Richiedi aggiornamenti software a lungo termine sui macchinari. Un partner di produzione affidabile ti supporta per molto tempo dopo la fine della messa in servizio iniziale.
Un impianto automatizzato per la lavorazione del compensato rappresenta un’evoluzione industriale necessaria. È necessario modernizzare l'infrastruttura principale per scalare le operazioni in modo efficace. Rimane il modo più affidabile per soddisfare i rigorosi standard internazionali di qualità.
Consigliamo tre passaggi successivi attuabili prima di avviare le discussioni con i fornitori:
Controlla attentamente i tuoi attuali colli di bottiglia manuali per identificare le aree esatte di perdita di materiale.
Misurare le ore di manodopera diretta trascorse settimanalmente nell'assemblaggio e nell'impilamento manuale delle impiallacciature.
Calcola il tuo spreco di adesivo mensile per costruire un accurato riferimento delle prestazioni interne prima di emettere qualsiasi richiesta formale di proposta.
R: Le tempistiche di installazione variano in base alla complessità delle apparecchiature e alla disponibilità del sito. Una linea automatizzata standard richiede in genere dalle quattro alle otto settimane per la completa messa in servizio in loco. L'esecuzione anticipata di un rigoroso Factory Acceptance Test (FAT) riduce significativamente questo lasso di tempo. La preparazione del sito, comprese le fondamenta livellate e il corretto percorso elettrico, deve essere completata prima della consegna iniziale.
R: Sì. I moderni sistemi di automazione programmabili offrono un'elevata flessibilità operativa. Gli operatori utilizzano pannelli di controllo digitali per regolare le impostazioni fisiche. I tempi di cambio utensile si riducono notevolmente rispetto ai tradizionali macchinari fissi. È possibile passare da una lunghezza standard all'altra e variare lo spessore del pannello da 3 mm a 18 mm con tempi di fermo della produzione minimi.
R: Il ritorno sull'investimento dipende fortemente dalle tariffe della manodopera locale e dalla produttività giornaliera. La maggior parte delle strutture moderne vedono il pieno ritorno del capitale entro 18-24 mesi. La pavimentazione automatizzata riduce drasticamente le spese di manodopera dirette. Riduce inoltre drasticamente il tasso di scarto strutturale prevenendo lacune fondamentali. L’aumento della produttività giornaliera accelera ulteriormente questa ripresa finanziaria.
R: Gli spargitori automatizzati di alta qualità si adattano perfettamente a diverse viscosità chimiche. È possibile utilizzare con successo le resine urea-formaldeide (UF), melamina-urea-formaldeide (MUF) e fenolo-formaldeide (PF). I sistemi avanzati di rulli meccanici consentono regolazioni precise. Questa flessibilità funzionale garantisce velocità di diffusione ottimali indipendentemente dalla formula specifica dell'adesivo industriale che si sceglie di applicare.





















































