Aufrufe: 0 Autor: Site-Editor Veröffentlichungszeit: 05.06.2026 Herkunft: Website











Die Umstellung einer herkömmlichen Anlage auf ein automatisiertes Modell erfordert erhebliche Kapitalinvestitionen. Moderne Hersteller stehen heute unter starkem betrieblichen Druck. Die Arbeitskosten steigen auf den globalen Märkten kontinuierlich an. Die Rohstoffpreise sind weiterhin sehr volatil. Darüber hinaus verlangen internationale Einkäufer immer strengere Qualitätstoleranzen. Um wettbewerbsfähig zu bleiben, benötigen Sie eine zuverlässige und effiziente Lösung.
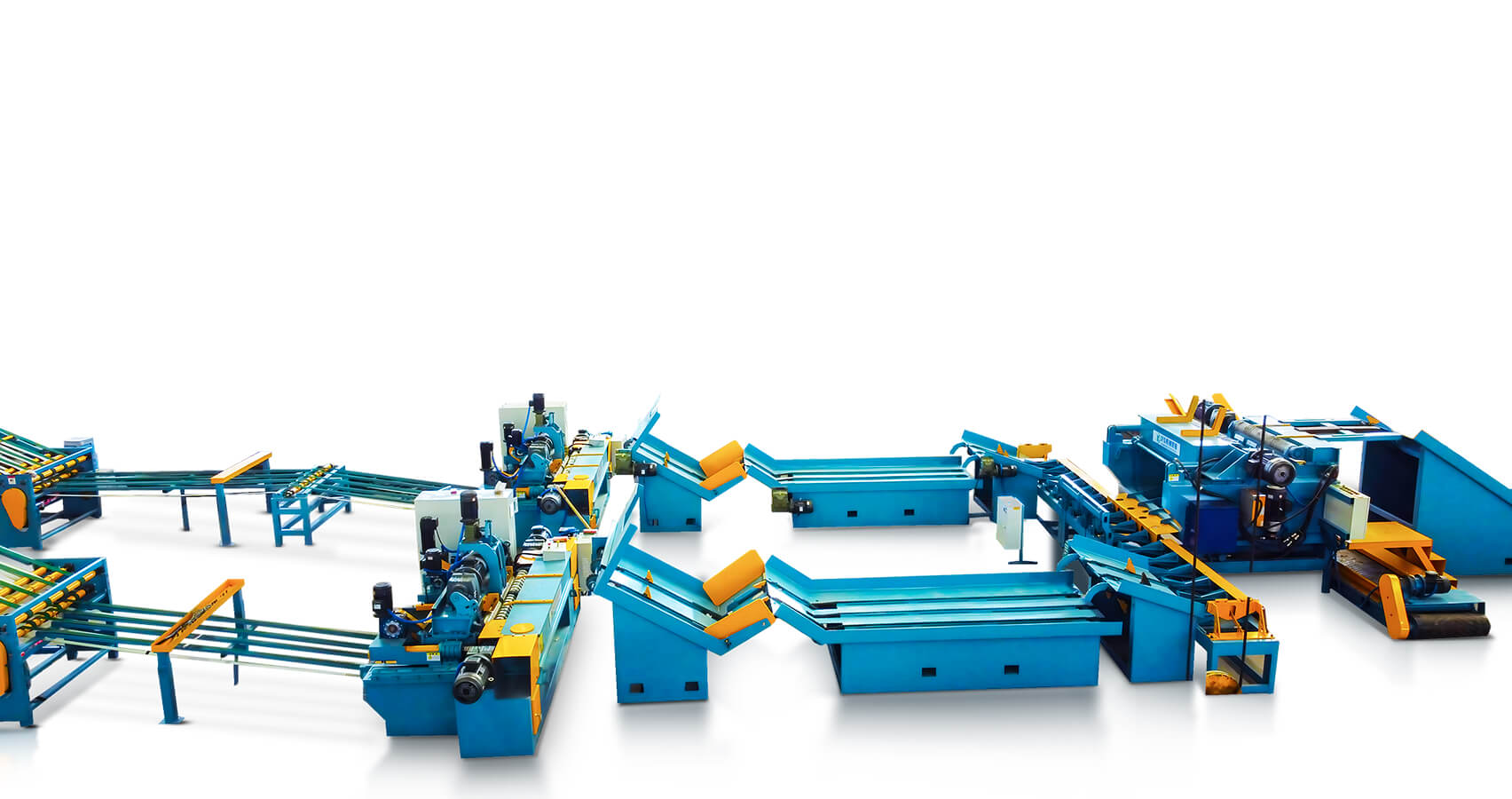
Upgrade auf Automatik Die Sperrholzproduktionslinie bietet genau diesen Vorteil. Es handelt sich dabei um weit mehr als eine einfache Geräteaufrüstung. Es signalisiert einen strategischen Wandel hin zu programmierbarer, flexibler Automatisierung. Dieser umfassende Leitfaden erläutert die nachweisbaren Vorteile automatisierter Maschinen. Wir vergleichen moderne Setups sorgfältig mit traditionellen manuellen Prozessen. Sie werden umsetzbare Strategien zur Optimierung des täglichen Durchsatzes entdecken. Schließlich bieten wir einen strukturierten Rahmen für die Bewertung von Anbieterlösungen und die Minderung von Implementierungsrisiken.
Prozessoptimierung: Durch die Umstellung auf automatisiertes Kleben und Plattenlegen werden Materialverschwendung und Arbeitsaufwand drastisch reduziert, während gleichzeitig eine vorhersehbare Tagesleistung gewährleistet wird.
Qualitätskonsistenz: Programmierbare Logiksteuerungen (SPS) in Kalt- und Heißpressstufen eliminieren menschliche Fehler und sorgen für eine gleichmäßige Dicke, Dichte und Bindungsstärke.
Risikominderung: Eine erfolgreiche Bereitstellung basiert auf strengen Factory Acceptance Tests (FAT) und einer modularen mechanisch-elektrischen Integration, um Ausfallzeiten vor Ort zu minimieren.
Lieferantenbewertung: Die Auswahl einer Produktionslinie erfordert die Prüfung der Teileverfügbarkeit, des Software-Supports und der Fähigkeit des Lieferanten, mehrere Furnierabmessungen und Leimtypen (UF, MUF, PF) zu verarbeiten.
Upgraden Sie Ihr traditionelles Eine Sperrholzfabrik verändert Ihre Betriebswirtschaft grundlegend. Die manuelle Handhabung führt zu erheblichen Produktionsengpässen. Menschliche Müdigkeit verlangsamt unweigerlich die tägliche Leistung. Die programmierbare Automatisierung löst diese Abhängigkeit sofort. Es stabilisiert Ihre Kosten-pro-Board-Kennzahl effizient. Sie schützen Ihre Gewinnmargen unabhängig von lokalen Arbeitsmarktengpässen.
Bedenken Sie die enorme Verbesserung der Materialausbeute. Durch manuelle Vorgänge wird natürlich wertvolles Kernfurnier verschwendet. In hektischen Schichten tragen Arbeiter oft zu viel teure Industrieklebstoffe auf. Automatisierte Linien nutzen präzise, sensorgesteuerte Messungen. Sie tragen gleichmäßig exakte Leimmengen auf jede einzelne Platte auf. Sie verwerten kostspielige Materialabfälle schnell wieder. Eine bessere Ausbeute führt direkt zu einer höheren Rentabilität der Fabrik.
Die moderne Fertigung ist stark auf flexible Automatisierung angewiesen. Ältere feste Automatisierung schränkt Ihre Produktpalette stark ein. Umgekehrt passen sich programmierbare Linien schnell an sich ändernde Marktanforderungen an. Bediener können nahtlos zwischen verschiedenen Standardgrößen wechseln. Die Anpassung der Produktion an die Abmessungen 1220 mm x 2440 mm dauert nur wenige Minuten. Sie können die Einstellungen für Plattenstärken von 3 mm bis 18 mm problemlos ändern. Längere Ausfallzeiten der Geräte entfallen vollständig.
| Operative metrische | feste Maschinenautomatisierung, | flexible programmierbare Automatisierung |
|---|---|---|
| Produktwechsel | Langsam. Erfordert umfangreiche physische Umrüstung. | Schnell. Digitale Anpassungen erfolgen über Bedienfelder. |
| Chargenflexibilität | Arm. Streng geeignet für große Auflagen einzelner Produkte. | Exzellent. Bewältigt problemlos variable Dicken (3 mm bis 18 mm). |
| Langfristige Anpassungsfähigkeit | Niedrig. Schwierig, auf neue Marktstandards umzurüsten. | Hoch. Software-Updates und modulare Teile sorgen für Langlebigkeit. |

Vergleichen Sie eine manuelle Walzenanwendung mit präzisionsgesteuerten Streuern. Beim manuellen Auftragen kommt es regelmäßig zu einer ungleichmäßigen Leimverteilung. Einige Plattenbereiche erhalten zu viel Klebstoff. Andere lebenswichtige Stellen bleiben gefährlich trocken. Upgrade auf Das automatisierte Kleben löst diese kritischen Unstimmigkeiten dauerhaft. Präzisionswalzen tragen eine exakt berechnete mikroskopische Schicht auf.
Kompatibilitätsvariablen spielen hier eine große Rolle. Hochwertige Streuer bieten eine sofortige Einstellbarkeit in der Fabrikhalle. Sie können sie problemlos für unterschiedliche Furnierstärken kalibrieren. Darüber hinaus lassen sie sich perfekt mit verschiedenen Industrieklebstoffen kombinieren. Harnstoff-Formaldehyd-Harze (UF), Melamin-Harnstoff-Formaldehyd-Harze (MUF) und Phenol-Formaldehyd-Harze (PF) erfordern alle eine äußerst spezifische Handhabung. Automatisierte Streuer sorgen für optimale Streuraten für jede einzelne chemische Zusammensetzung.
Vergleichen Sie das traditionelle manuelle Stapeln mit modernen automatisierten Systemen. Das manuelle Stapeln erfordert intensive körperliche Arbeit. Es geht langsam voran und erschöpft Ihre Arbeitskräfte. Arbeiter richten die inneren Kernschichten häufig falsch aus. Durch diesen fehlerhaften manuellen Prozess werden häufig zerstörerische Lufteinschlüsse im Inneren des Panels eingeschlossen. Automatisiert Durch die Plattenverlegung werden genau diese betrieblichen Schwachstellen beseitigt.
Sensorgesteuerte Ausrichtungssysteme sorgen kontinuierlich für eine hochgradig wiederholbare Stapelung. Automatische Zuführmechanismen positionieren jedes Furnierblatt perfekt. Durch diese Präzision werden interne Kernlücken direkt vermieden. Überlappende Kanten werden strikt vermieden. Eine konsistente Schichtausrichtung garantiert ein strukturell überlegenes Endprodukt.
Die Synchronisierung Ihrer Pressphasen bestimmt die ultimative Haltbarkeit der Platten. Die Kaltpresse spielt in diesem Prozess eine wichtige vorbereitende Rolle. Erstens stabilisiert es den neu zusammengesetzten Furnierstapel vollständig. Vor der abschließenden Aufheizphase stößt das Gerät eingeschlossene Luftblasen aktiv aus. Schließlich sorgt es für die entscheidende Anfangsklebkraft.
Nach dieser Vorbereitung gelangen die Panels in die Heißpresse . Sie müssen die Thermalölheizung im Vergleich zu herkömmlichen Dampfheizsystemen sorgfältig abwägen. Thermoöl sorgt im Allgemeinen für eine gleichmäßigere Temperaturverteilung. Intelligente SPS-gesteuerte Steuerungen steuern Temperatur und Hydraulikdruck streng. Diese digitalen Sicherheitsnetze verhindern eine katastrophale Delaminierung. Sie reduzieren Oberflächendefekte erheblich und verhindern eine Überhärtung vollständig. Ein präzises Wärmemanagement bestimmt letztendlich die strukturelle Integrität der Platine.
Integrierte Förderer sorgen für einen hocheffizienten kontinuierlichen Produktfluss. Sie bewegen heiße Platten nahtlos aus dem Pressbereich. Die Platten werden ohne menschliches Eingreifen direkt in die Besäumsägen transportiert. Anschließend gelangen sie automatisch in die Feinschneidestationen. Die Automatisierung sorgt dafür, dass sich die Panels ständig bewegen. Dadurch entfällt der gefährliche manuelle Gabelstaplertransport zwischen den Bearbeitungsstationen.
Die Oberflächenveredelung bestimmt maßgeblich Ihren endgültigen Marktpreis. Automatisierte Vorfräsmaschinen bereiten die Rohkanten perfekt vor. Kalibrierschleifmaschinen glätten die Ober- und Unterseite gleichzeitig. Sie entfernen mikroskopisch kleine Oberflächenfehler sofort. Sie erzielen durchgängig erstklassige Oberflächengüten in Exportqualität. Internationale Käufer verlangen genau dieses Maß an ästhetischer Perfektion.
Die Integration der Qualitätskontrolle stellt einen vorherrschenden aufstrebenden Branchentrend dar. Hersteller installieren mittlerweile häufig automatisierte Scanmodule. Durch die Inline-Dickenüberwachung werden Produktionsprobleme sofort erkannt. Sie erhalten eine Echtzeit-Fehlerdiagnose direkt auf dem Hauptkontrollbildschirm. Betreiber können Upstream-Einstellungen sofort anpassen. Dieser proaktive Betriebsansatz reduziert den Ausschuss nach der Produktion drastisch.
Sie müssen potenzielle Einsatzrisiken ehrlich anerkennen. Die Planung des Anlagengrundrisses erfordert vor dem Kauf sorgfältige Aufmerksamkeit. Die individuelle Gestaltung der Linienführung gewährleistet einen sicheren Alltagsbetrieb. Sie müssen neue schwere Geräte ordnungsgemäß in die vorhandenen Fabrikabmessungen einbauen. Not-Aus-Protokolle erfordern die strikte Einhaltung im gesamten Stockwerk. Die strikte Einhaltung gesetzlicher Vorschriften sorgt für die Sicherheit Ihrer Mitarbeiter.
Factory Acceptance Testing (FAT) hat einen enormen überprüfbaren Wert. Wir empfehlen Käufern dringend, auf einer vollständigen mechanischen Vorprüfung zu bestehen. Fordern Sie vor dem Versand umfassende elektrische Tests im Werk des Herstellers an. Dieser echte Plug-and-Play-Ansatz minimiert böse Überraschungen vor Ort. Es verkürzt den Zeitrahmen für die Standortbereitstellung erheblich. Monate der chaotischen Montage vor Ort schrumpfen schnell zu überschaubaren Wochen zusammen.
Überlegen Sie sich Ihre langfristige Wartungsstrategie sorgfältig. Bei erfolgreichem Einsatz nimmt die körperliche Arbeit deutlich ab. Allerdings steigt Ihr Bedarf an hochqualifizierten Elektrotechnikern proportional. Standardisierte Ersatzteile sorgen für schnelle mechanische Reparaturen. Zugängliche Diagnosesoftware unterstützt Ihr lokales Wartungsteam.
Ignorieren von Freiräumen über Kopf: Das Versäumnis, die Deckenhöhe vor der Installation von Heißpresseinheiten mit mehreren Etagen zu messen, führt zu erheblichen Installationsverzögerungen.
Übersehen von Leistungseinschränkungen: Wenn Sie ohne Prüfung Ihres aktuellen Stromnetzes fortfahren, kommt es häufig zum Auslösen von Leistungsschaltern.
Überspringen der FAT-Phase: Die Ablehnung werkseitiger Vortests führt häufig dazu, dass während der Live-Produktion vor Ort komplexe SPS-Programmierfehler auftreten.
Die Auswahl des richtigen Geräteherstellers erfordert strenge Bewertungskriterien. Der Kapazitätsabgleich bildet Ihre Basismetrik. Richten Sie die angegebenen Spezifikationen für den Gerätedurchsatz strikt an den Produktionszielen Ihrer Fabrik aus. Durch Überkäufe wird wertvolles Betriebskapital unnötig verschwendet. Ein Unterkauf schränkt Ihr zukünftiges Umsatzwachstum stark ein.
Die Komponentenbeschaffung erfordert eine gründliche technische Prüfung. Bewerten Sie den genauen Ursprung kritischer Innenteile. Stellen Sie sicher, dass der Hersteller weltweit anerkannte elektrische Komponenten verwendet. Pneumatikzylinder sollten von etablierten internationalen Marken stammen. Diese strategische Beschaffung garantiert einen einfacheren Ersatz vor Ort. Sie vermeiden, wochenlang auf proprietäre Ersatzkomponenten aus Übersee zu warten.
Service Level Agreements (SLAs) bestimmen maßgeblich Ihren langfristigen Erfolg. Bewerten Sie die absolute Realität ihres technischen Supports rund um die Uhr. Bewerten Sie ihre tatsächlichen Installationsverpflichtungen vor Ort transparent. Erkundigen Sie sich nach langfristigen Software-Maschinen-Updates. Ein zuverlässiger Fertigungspartner unterstützt Sie auch lange nach der Erstinbetriebnahme.
Eine automatisierte Sperrholzverarbeitungsanlage stellt eine notwendige industrielle Weiterentwicklung dar. Sie müssen die Kerninfrastruktur modernisieren, um den Betrieb effektiv zu skalieren. Es bleibt die zuverlässigste Möglichkeit, strenge internationale Qualitätsstandards zu erfüllen.
Wir empfehlen drei umsetzbare nächste Schritte, bevor Sie mit Anbietergesprächen beginnen:
Prüfen Sie Ihre aktuellen manuellen Engpässe sorgfältig, um genaue Bereiche mit Materialverlusten zu identifizieren.
Messen Sie die direkten Arbeitsstunden, die wöchentlich für die manuelle Furniermontage und -stapelung aufgewendet werden.
Berechnen Sie Ihren monatlichen Klebstoffabfall, um eine genaue interne Leistungsbasis zu erstellen, bevor Sie eine formelle Angebotsanfrage stellen.
A: Die Installationsfristen variieren je nach Komplexität der Ausrüstung und Standortbereitschaft. Eine automatisierte Standardlinie benötigt in der Regel vier bis acht Wochen für die vollständige Inbetriebnahme vor Ort. Die Durchführung eines strengen Factory Acceptance Tests (FAT) im Vorfeld verkürzt diesen Zeitrahmen erheblich. Die Vorbereitung des Standorts, einschließlich der Nivellierung der Fundamente und der ordnungsgemäßen elektrischen Verlegung, muss vor der ersten Lieferung abgeschlossen sein.
A: Ja. Moderne programmierbare Automatisierungssysteme bieten eine hohe betriebliche Flexibilität. Bediener verwenden digitale Bedienfelder, um physische Einstellungen anzupassen. Die Werkzeugwechselzeiten verkürzen sich im Vergleich zu herkömmlichen feststehenden Maschinen erheblich. Sie können zwischen Standardlängen wechseln und die Plattenstärken von 3 mm bis 18 mm bei minimaler Produktionsausfallzeit variieren.
A: Die Kapitalrendite hängt stark von Ihren lokalen Lohnsätzen und Ihrem täglichen Durchsatz ab. Die meisten modernen Anlagen erzielen die volle Kapitalrendite innerhalb von 18 bis 24 Monaten. Der automatisierte Einbau reduziert den direkten Arbeitsaufwand erheblich. Außerdem wird die Strukturausschussrate drastisch gesenkt, da Kernlücken vermieden werden. Der erhöhte tägliche Durchsatz beschleunigt diese finanzielle Erholung weiter.
A: Hochwertige automatisierte Streuer verarbeiten problemlos unterschiedliche Chemikalienviskositäten. Sie können erfolgreich Harnstoff-Formaldehyd-Harze (UF), Melamin-Harnstoff-Formaldehyd-Harze (MUF) und Phenol-Formaldehyd-Harze (PF) einsetzen. Fortschrittliche mechanische Rollensysteme ermöglichen eine präzise Anpassung. Diese funktionale Flexibilität sorgt für optimale Ausbringungsraten, unabhängig von der spezifischen Industrieklebstoffformel, die Sie anwenden möchten.





















































