Views: 0 Author: Site Editor Publish Time: 2025-07-17 Origin: Site












You want to master the 1300mm veneer peeling machine with confidence and efficiency. This guide gives you direct, practical steps for safe operation. Safety and productivity both matter in every step you take. Whether you are new to this equipment or already have experience, you will find clear instructions that support your work.
Always complete proper training and wear recommended personal protective equipment before operating the machine.
Perform daily safety and machine inspections, including electrical, mechanical, and safety device checks, to prevent accidents and breakdowns.
Follow step-by-step startup, log loading, knife adjustment, peeling, stacking, and shutdown procedures to ensure safe and efficient operation.
Use the machine’s automatic features like feeding, thickness monitoring, and vacuum stacking to improve productivity and maintain consistent veneer quality.
Respond quickly to emergencies such as power failures, jams, or knife issues by stopping the machine and following safety protocols.
Maintain the machine regularly with daily cleaning, lubrication, and scheduled weekly or monthly inspections to extend equipment life and reduce downtime.
Keep detailed maintenance records to track performance, spot issues early, and support warranty and safety compliance.
Monitor veneer quality and machine performance closely, adjusting settings as needed to avoid defects and ensure smooth operation.
The 1300mm veneer peeling machine stands as a powerful tool in modern woodworking. You can rely on its robust design and advanced features to deliver consistent results. Understanding each main part helps you operate the machine safely and efficiently.
You will find the headstock and tailstock at opposite ends of the machine. The headstock holds and rotates the log, while the tailstock secures the other end. This setup keeps the log stable during peeling, which is essential for producing uniform veneer sheets.
The carriage moves the knife smoothly along the length of the log. You control the knife to peel thin layers from the log’s surface. The sharpness and position of the knife directly affect the quality and thickness of the veneer.
Clamping devices grip the log tightly, preventing any unwanted movement. The guide system ensures the log feeds straight and true. You can adjust these components to match different log sizes and shapes.
The control panel acts as your command center. You use it to set parameters, monitor performance, and start or stop the machine. Modern panels often feature touch screens and programmable logic controllers (PLC) for precise adjustments.
Vacuum systems help stack the peeled veneer sheets quickly and neatly. Hydraulic systems power the movement of heavy parts, such as the carriage and clamping devices. These systems reduce manual labor and improve safety.
You benefit from several advanced features on the 1300mm veneer peeling machine:
Automatic feeding: The machine loads logs and feeds them into position with minimal effort from you.
Consistent cutting: Automated controls maintain the correct knife gap and pressure, ensuring uniform veneer thickness.
Efficient stacking: The vacuum system stacks finished sheets, saving you time and reducing manual handling.
Versatile applications: You can process logs up to 1300 mm in length and 500 mm in diameter, making the machine suitable for various wood types and production needs.
Tip: Always check the control panel settings before starting a new batch to ensure optimal performance.
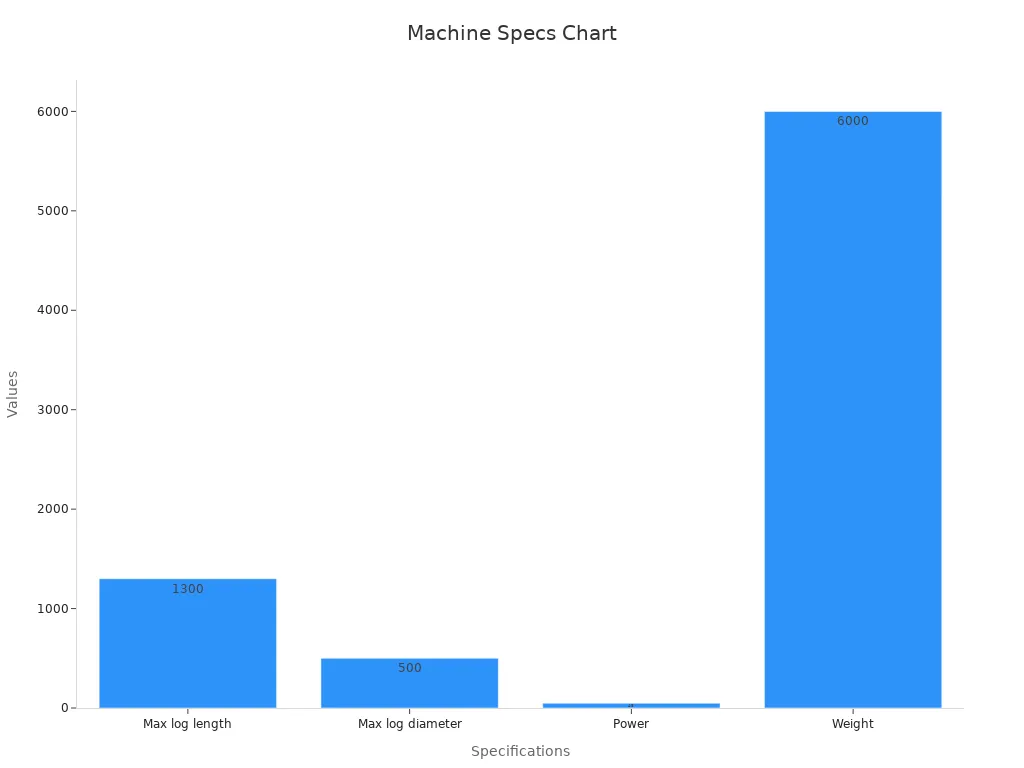
Below is a table summarizing the technical specifications of the 1300mm veneer peeling machine:
| Specification | Details |
|---|---|
| Maximum Log Length | 1300 mm |
| Maximum Log Diameter | 500 mm |
| Veneer Thickness Range | 0.3 - 4.0 mm |
| Speed | 30 - 75 m/min |
| Power | 48 kW |
| Weight | About 6000 kg |
| Dimensions (LWH) | 4100 * 2150 * 1600 mm |
| Voltage | 380V - 450V |
| Core Components | Bearing, motor, pump, gear, PLC, gearbox, pressure vessel, engine |
| Warranty | 1 Year |
| Key Features | Automatic system, suitable for logs up to 1300mm length, versatile applications |
You can see that the 1300mm veneer peeling machine combines power, precision, and automation. These features help you achieve high productivity and consistent veneer quality in your daily operations.
You must complete proper training before operating a 1300mm veneer peeling machine. Training ensures you understand the machine’s controls, safety features, and emergency procedures. You should know how to identify hazards and respond quickly to any abnormal situation. Many facilities require you to pass a written test and a hands-on demonstration. Supervisors often review your skills regularly to keep safety standards high. If you are new, always ask questions and seek guidance from experienced operators.
Note: Only trained and authorized personnel should operate or maintain the veneer peeling machine.
Personal protective equipment (PPE) protects you from common hazards in the workshop. You should always wear:
Cut-resistant gloves to protect your hands from sharp edges and splinters.
Safety glasses or goggles to shield your eyes from flying debris.
Hearing protection such as earplugs or earmuffs, since the machine can be loud during operation.
Steel-toed boots to prevent foot injuries from dropped logs or heavy parts.
Close-fitting clothing to avoid getting caught in moving parts.
Check your PPE before each shift. Replace damaged or worn items immediately. Proper PPE use reduces the risk of injury and helps you stay focused on your work.
Before you start the machine, inspect the entire work area. Remove any obstacles, spilled liquids, or loose materials from the floor. Make sure the emergency exits and walkways remain clear. Confirm that all warning signs and safety instructions are visible and easy to read.
A thorough inspection of your workspace and equipment is not just a routine—it is a proven way to reduce injuries. Multiple studies show that regular inspections, especially those following OSHA guidelines, significantly lower injury rates in manufacturing environments. For example, research found that a 1% improvement in inspection scores leads to a 1% decrease in severe injuries like fractures and lacerations. These results hold true even in smaller plants, where the impact of inspections is most pronounced. By following a detailed checklist and addressing hazards early, you help create a safer workplace for everyone.
Tip: Use a daily checklist to ensure you do not miss any critical inspection steps. Consistent inspections keep your area safe and your team productive.
Before you start the 1300mm veneer peeling machine, you must complete a thorough machine inspection. This step helps you catch potential hazards early and keeps your equipment running smoothly. You should break down your inspection into three main areas: electrical, mechanical, and safety devices.
You need to check all electrical components before powering up the machine. Faulty wiring or loose connections can cause serious accidents or machine failure. Follow these steps for a reliable electrical inspection:
Inspect the main power cable for any visible damage or wear.
Make sure all circuit breakers and switches are in the correct position.
Test emergency stop buttons to confirm they cut power instantly.
Check indicator lights on the control panel. All lights should function as intended.
Look for exposed wires or burnt smells near electrical panels.
Tip: If you notice any electrical issue, report it to your supervisor and do not operate the machine until repairs are complete.
Mechanical parts face constant stress during operation. You must ensure every moving part works as designed. Use this checklist to guide your inspection:
Examine the headstock and tailstock for secure mounting and smooth rotation.
Check the carriage and knife assembly for proper alignment and sharpness.
Inspect clamping devices for tight grip and smooth movement.
Test the hydraulic system for leaks or abnormal noises.
Make sure all bolts, nuts, and fasteners are tight.
A well-maintained mechanical system reduces downtime and improves veneer quality. You should never ignore unusual sounds or vibrations.
Safety devices protect you and your coworkers from injury. You must verify that every safety feature works before starting the machine. Focus on these key points:
Confirm that all emergency stop buttons respond immediately.
Test interlock switches on guards and covers. The machine should not run if a guard is open.
Inspect warning labels and safety signs for visibility and clarity.
Check the condition of light curtains or safety sensors if your machine uses them.
Make sure all guards and shields are in place and undamaged.
Note: Never bypass or disable a safety device. These features exist to save lives and prevent accidents.
A complete machine inspection takes only a few minutes but can prevent costly repairs and injuries. By following these steps every shift, you help create a safer and more productive work environment.

Starting the 1300mm veneer peeling machine requires careful attention to detail. You must follow each step in sequence to ensure safety and efficiency.
Stand at the main control panel.
Close the main circuit breaker to supply power to the machine.
Turn on the main power switch. You should see indicator lights on the control panel.
Wait for the system to complete its initial checks. Listen for any abnormal sounds.
Tip: Always check that emergency stop buttons are accessible before you power on the machine.
You need to confirm that all systems are ready before you begin operation.
Inspect the control panel display for any error messages.
Verify that the hydraulic and vacuum systems show normal pressure levels.
Check the lubrication system. Make sure oil levels are within the recommended range.
Confirm that all guards and safety devices are in place and functioning.
Review the set parameters for veneer thickness, spindle speed, and feed rate.
A validated sequential procedure, similar to those used in advanced quality control, ensures that each step is completed in the correct order. Automated systems now help you monitor these checks, reducing manual effort and improving reliability. Studies show that automation in system checks increases repeatability and reduces the risk of missing critical steps.
Once you complete the system check, you can start the machine.
Press the "Run" button on the control panel.
Use the touch screen to select the "Start" command.
Observe the initial movement of the carriage and knife. The system will perform a short self-test.
Wait for the machine to reach its ready state. The display will show "Ready" or a green indicator.
You should always monitor the machine during startup. If you notice any warning signals or abnormal noises, stop the process and investigate before proceeding.
Proper log loading is essential for safe and efficient operation. You must follow these steps:
Use the log loader or crane to position the log near the headstock.
Align the log with the centerline of the machine.
Activate the clamping system to secure the log between the headstock and tailstock.
Check that the log is firmly held and does not wobble.
Adjust the guide system to match the log’s diameter and length.
Note: Never place your hands between the log and the clamping devices during loading.
Performance statistics from monitored operations show that careful log loading reduces losses during cutting and debarking. For example, average losses when cutting logs remain around 0.7%, while debarking losses average 4.9%. These numbers confirm that precise log handling supports higher efficiency and lower waste.
The knife’s position and sharpness directly affect veneer quality. You must adjust the knife before each batch.
Open the knife guard using the control panel.
Inspect the knife edge for sharpness and damage. Replace or sharpen if needed.
Set the knife gap according to the desired veneer thickness. Use the adjustment wheel or digital input.
Check the alignment of the knife with the log’s surface.
Tighten all adjustment bolts and close the knife guard.
Tip: Automated systems can help you set the knife gap with high precision, often within 0.03 mm. This level of accuracy supports consistent veneer thickness and reduces manual errors.
Validated procedures and automated detection methods, such as those using advanced imaging and neural networks, have improved the reliability of knife adjustment. These systems can detect lathe checks as narrow as 0.2 mm, ensuring that you maintain high veneer quality with less manual inspection.
Below is a table summarizing key monitored statistics during the peeling process:
| Monitored Statistic | Value / Description |
|---|---|
| Average veneer thickness | 0.67 mm ± 0.06 mm |
| Losses when cutting logs | Average 0.7%, Std Dev 0.097%, 95% CI: 0.616–0.894% |
| Loss on debarking logs | Average 4.9%, Std Dev 0.18%, normal distribution confirmed (p-value 0.225 > 0.05) |
| Drying losses | Range 6.088–9.288% (95% confidence interval) |
| Losses from veneer package formatting | Average 22.88%, 95% CI: 17.87–27.89%, normal distribution confirmed (p-value 0.667 > 0.05) |
| Total technological losses | Average 63.7%, variation interval 60.41–66.99%, process under control per I-MR control charts |
| Percentage efficiency | 36.3% |
| Specific consumption index (volume) | 2.754 m³ logs/m³ veneers |
| Specific consumption index (area) | 1.845 m³ logs/1000 m² veneers |
By following these startup, log loading, and knife adjustment steps, you set the foundation for safe and productive operation of the 1300mm veneer peeling machine.
You now move to the core operation of the 1300mm veneer peeling machine. This stage transforms your loaded log into high-quality veneer sheets. Begin by confirming that the log is secure and the knife is set to the correct gap. Activate the spindle to rotate the log at the selected speed. The carriage will advance the knife smoothly along the log’s surface.
Monitor the process closely. Watch the control panel for real-time data on spindle speed, feed rate, and veneer thickness. Adjust these parameters as needed to maintain consistent quality. If you notice any irregularities in the veneer, such as uneven thickness or surface defects, pause the operation and inspect the knife and log alignment.
Follow these steps for a successful peeling process:
Start the spindle and set the desired speed.
Engage the carriage to move the knife toward the log.
Observe the first few sheets for thickness and surface quality.
Adjust feed rate or knife gap if you see any defects.
Continue peeling, monitoring the process through the control panel.
Tip: Use the automatic thickness monitoring system if your machine has one. This feature helps you maintain uniform veneer and reduces manual checks.
Keep an eye on the waste core as the log becomes smaller. The machine will signal when the core reaches the minimum diameter. At this point, stop the peeling process to avoid damaging the knife or machine components.
Once you peel the veneer sheets, you need to handle them efficiently. The 1300mm veneer peeling machine often includes a vacuum stacking system. This system lifts and stacks the thin sheets automatically, reducing manual labor and minimizing damage.
Here’s how you manage veneer stacking:
Activate the vacuum system from the control panel.
Watch as the system lifts each sheet and places it onto the stacking platform.
Check the stack for alignment and flatness. Misaligned stacks can cause problems during drying or further processing.
Remove full stacks promptly to keep the workflow smooth.
If your machine does not have an automatic stacker, use gloves to handle the sheets carefully. Place each sheet flat and avoid bending or tearing the veneer.
| Step | Action | Why It Matters |
|---|---|---|
| Activate vacuum | Start vacuum stacker from control panel | Reduces manual handling |
| Monitor stacking | Check alignment and flatness | Ensures quality and prevents warping |
| Remove full stacks | Clear platform when stack is complete | Keeps production moving efficiently |
Note: Always keep your hands clear of moving parts during stacking. The vacuum system operates quickly and can cause injury if you are not careful.
Proper shutdown procedures protect both you and the machine. When you finish a batch or need to stop for maintenance, follow these steps:
Stop the peeling process using the control panel.
Disengage the carriage and move the knife away from the log.
Turn off the spindle and wait for it to stop completely.
Deactivate the vacuum and hydraulic systems.
Open the clamping devices and remove the log core safely.
Power down the machine by switching off the main power and opening the circuit breaker.
Inspect the machine for any debris or damage before leaving the area. Clean the work area and dispose of waste materials properly. Record any issues or maintenance needs in the machine logbook.
Alert: Never leave the 1300mm veneer peeling machine unattended while it is running. Always complete the shutdown steps before stepping away.
You play a key role in keeping the veneer peeling machine safe and efficient. Follow these best practices every time you operate the equipment:
Complete training and stay healthy before using the machine.
Never operate under the influence of alcohol or drugs.
Check all safety devices and inspect the machine for defects before starting.
Report any safety issues to your supervisor right away.
Stop and power off the machine if you find critical equipment problems. Post warning signs to alert others.
Inform everyone involved before maintenance or repairs. Assign one person to manage the power supply.
Use the machine only for rotary cutting of wood.
Allow only the manufacturer or authorized personnel to make technical changes.
Let licensed professionals install or repair safety equipment.
Wear approved protective clothing. Avoid loose items that could get caught.
Clean the machine only when the power is off.
Do not operate if you see fault indicators or control unit errors.
Make sure all parts are installed and undamaged before use. Remove unrelated objects from the area.
Match the power supply voltage to the machine’s requirements.
Only qualified personnel should handle electrical parts.
Stop the main machine before turning logs during rotary cutting.
Never use dangerous tools or reach into the machine while it runs.
Keep hands away from rotating parts. Non-operators must not approach or remove covers.
Do not touch the equipment during lubrication.
Use tools, not hands, to remove wooden shafts after cutting.
Only the responsible operator should handle the machine.
Never leave the machine running unattended.
Listen for abnormal sounds during operation.
Tip: Following these steps helps you prevent accidents and maintain high-quality veneer output.
You must know how to use the emergency stop system. The emergency stop button is your fastest way to halt the machine if something goes wrong. Always keep this button within easy reach. If you hear strange noises, see smoke, or notice sudden vibrations, press the emergency stop right away. This action cuts power instantly and prevents further damage or injury.
After pressing the emergency stop, do not restart the machine until you have checked for problems and fixed them. Alert your supervisor and document the incident in the machine logbook. Quick action can save both equipment and lives.
Alert: Never hesitate to use the emergency stop if you feel unsafe or see a hazard.
Early detection of warning signs keeps you and your team safe. Watch for changes in machine sounds, unusual vibrations, or error messages on the control panel. These signs often appear before a serious problem develops.
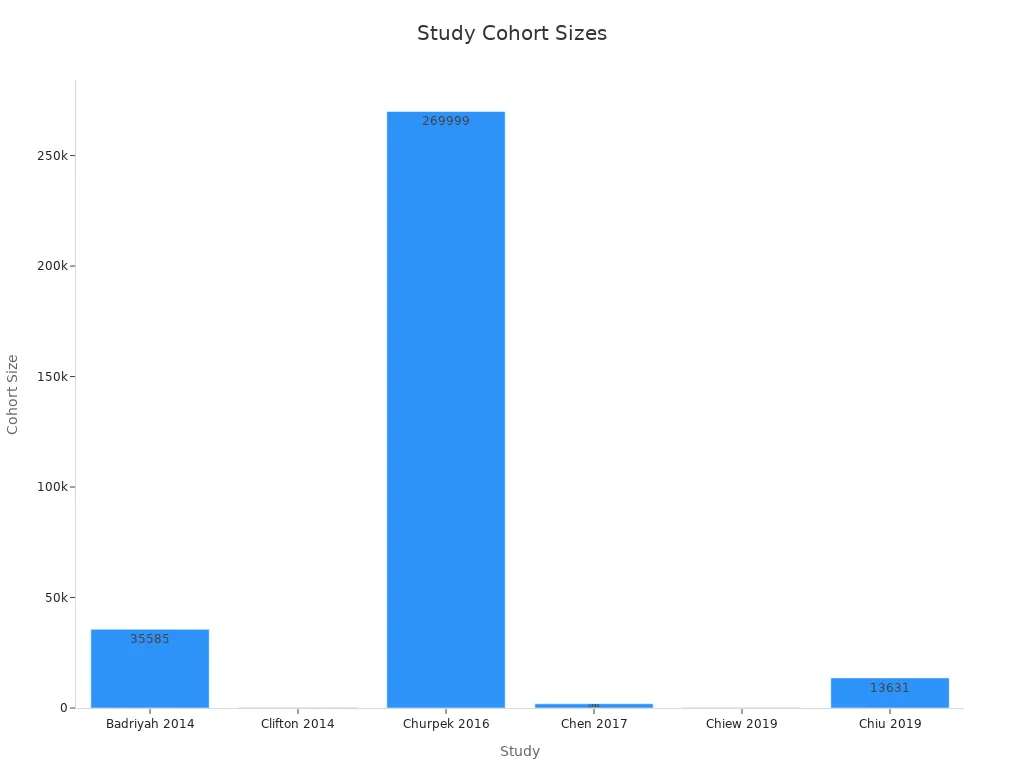
Modern monitoring systems use sensors and digital displays to help you spot trouble early. Studies in other industries show that early warning protocols, especially those using machine learning, improve the accuracy of detecting critical events. These systems can predict issues before they become emergencies, just as hospitals use vital sign monitoring to prevent patient crises.
| Study (Author, Year) | Setting | Cohort Size | Event Rate | Outcomes Predicted |
|---|---|---|---|---|
| Badriyah et al, 2014 | Medical unit | 35,585 | Cardiac arrest 0.56% | Cardiac arrest, ICU admission, death |
| Chen et al, 2017 | Step-down unit | 1,880 | 53% CRI events | Clinical risk instability |
| Churpek et al, 2016 | Hospitals | 269,999 | 6.09% outcomes | Critical illness development |
| Chiew et al, 2019 | Emergency Dept | 214 | 18.7% 30-day mortality | 30-day mortality |
| Chiu et al, 2019 | Cardiac centers | 13,631 | 4.2% serious events | Death, ICU readmission |
| Clifton et al, 2014 | Cancer center | 200 | N/A | Physiological deterioration |
You should treat any warning sign as a signal to pause and inspect the machine. Early action prevents small issues from turning into emergencies. Always trust your senses and the machine’s indicators.
Emergencies can happen even when you follow every safety rule. You need to know how to respond quickly and correctly. Here are the most common emergencies you may face while operating a 1300mm veneer peeling machine.
A sudden power failure can stop the machine instantly. You must act fast to keep yourself and others safe.
Stay calm. Do not panic or try to restart the machine immediately.
Remove your hands from the machine and step back from moving parts.
Wait for all motion to stop. The machine may coast for a few seconds after losing power.
Switch off the main power switch and circuit breaker to prevent accidental restart.
Notify your supervisor and maintenance team about the outage.
Inspect the area for hazards, such as logs or parts that may have shifted.
Do not restart the machine until a qualified electrician checks the system and restores power.
⚡ Alert: Never attempt to repair electrical components yourself. Only trained professionals should handle electrical issues.
A jam can occur if a log shifts, debris blocks the carriage, or veneer gets stuck. You must address jams quickly to avoid damage or injury.
Stop the machine using the emergency stop button.
Wait for all parts to stop moving before approaching the jammed area.
Identify the cause of the jam. Look for misaligned logs, stuck veneer, or foreign objects.
Remove the obstruction using tools, not your hands. Wear gloves and eye protection.
Check for damage to the knife, carriage, or clamping devices.
Restart the machine only after you clear the jam and inspect all safety devices.
| Step | Action Required |
|---|---|
| 1 | Press emergency stop |
| 2 | Wait for full stop |
| 3 | Inspect and clear jam |
| 4 | Check for damage |
| 5 | Resume operation after inspection |
Tip: Never reach into the machine while it is running. Always use the proper tools to clear jams.
Knife problems can lead to poor veneer quality or serious accidents. You must recognize and fix knife issues right away.
Listen for unusual sounds like grinding or squealing. These may signal a dull or damaged knife.
Stop the machine if you see uneven veneer, chips, or cracks.
Open the knife guard only after the machine stops and power is off.
Inspect the knife for nicks, dull edges, or misalignment.
Replace or sharpen the knife as needed. Always use the correct tools and follow manufacturer instructions.
Check the knife gap and alignment before restarting the machine.
️ Note: Never attempt knife maintenance while the machine is powered. Always lock out and tag out the power supply before working on the knife.
By preparing for these emergencies, you protect yourself, your coworkers, and your equipment. Quick, correct action keeps your operation safe and productive.
You must perform daily maintenance to keep your 1300mm veneer peeling machine running smoothly. Start each shift by cutting the power before any inspection or service. This step protects you from accidental startups and electrical hazards.
Inspect all moving parts for signs of wear or damage. Look at the headstock, tailstock, carriage, and knife assembly.
Check hydraulic and vacuum systems for leaks or abnormal noises. Address any issues before starting production.
Examine safety devices such as emergency stops and interlock switches. Make sure they respond instantly.
Clean dust and debris from the control panel and working surfaces. Use a soft brush or vacuum for sensitive areas.
Lubricate key points as recommended by the manufacturer. Focus on bearings, gears, and sliding surfaces.
️ Tip: A quick daily check can prevent unexpected breakdowns and keep your operation safe.
You need to schedule deeper inspections and maintenance every week and month. These tasks help you catch problems early and extend the life of your equipment.
Weekly Maintenance:
Tighten all bolts, nuts, and fasteners.
Inspect the knife for sharpness and balance. Sharpen or replace if needed.
Test the lubrication system for proper function.
Review the alignment of the carriage and guide system.
Monthly Maintenance:
Drain and replace hydraulic oil if it appears dirty or contaminated.
Inspect electrical wiring for signs of wear or overheating.
Calibrate sensors and check the accuracy of the control panel readings.
Review the vacuum system for blockages or reduced suction.
| Task Frequency | Key Actions |
|---|---|
| Daily | Visual checks, cleaning, lubrication |
| Weekly | Tightening, knife care, alignment |
| Monthly | Oil change, wiring, calibration |
Note: Always follow the manufacturer’s maintenance schedule for best results.
You must keep your machine clean to ensure reliable performance and safety. Cleaning removes dust, wood chips, and oil that can cause malfunctions or fires.
Turn off and lock out power before cleaning any part of the machine.
Remove veneer scraps and wood dust from the carriage, knife area, and stacking platform.
Wipe down surfaces with a damp cloth. Avoid using water near electrical components.
Vacuum control panels and vents to prevent overheating.
Dispose of waste materials in designated bins to keep the area tidy.
Tip: Clean machines last longer and produce higher-quality veneer.
You should also keep detailed maintenance records. Advanced record keeping, such as audit trail analytics and predictive maintenance logs, helps you track every event and spot patterns that improve scheduling. Many facilities now use AI and machine learning to structure data and predict when maintenance is needed. These methods have been linked to longer equipment life, fewer malfunctions, and higher productivity. By maintaining accurate logs, you support both safety and efficiency in your workshop.
You must keep your 1300mm veneer peeling machine well-lubricated to ensure smooth operation and prevent costly breakdowns. Lubrication reduces friction, lowers wear, and extends the life of moving parts. You should always cut power to the machine before applying any lubricant. This step protects you from accidental startups and injuries.
Follow these steps for effective lubrication:
Identify all lubrication points. Focus on bearings, gears, sliding rails, and the knife carriage.
Use the correct type of lubricant. Check the manufacturer’s manual for recommended oils or greases.
Clean each lubrication point before applying new lubricant. Dirt or old grease can cause blockages.
Apply lubricant evenly. Avoid over-lubricating, which can attract dust and debris.
Wipe away excess lubricant with a clean cloth.
Tip: Set a regular lubrication schedule. Most machines require daily or weekly lubrication, depending on usage.
You can use the table below as a quick reference for common lubrication points and recommended intervals:
| Component | Lubricant Type | Frequency |
|---|---|---|
| Bearings | Grease | Daily |
| Knife Carriage | Oil | Daily |
| Gears | Gear Oil | Weekly |
| Sliding Rails | Machine Oil | Weekly |
| Hydraulic System | Hydraulic Oil | Monthly Check |
Always inspect lubrication points for leaks or unusual wear. If you notice any issues, report them to your supervisor immediately. Proper lubrication keeps your machine running efficiently and helps you avoid unexpected downtime.
Accurate record keeping forms the backbone of an effective maintenance program. You should document every maintenance activity, inspection, and repair. These records help you track machine performance, spot recurring issues, and plan future maintenance.
Start by using a maintenance logbook or digital tracking system. Record the following details for each entry:
Date and time of maintenance
Name of the person performing the task
Description of the work completed
Parts replaced or lubricants used
Any problems found and corrective actions taken
Note: Consistent record keeping supports warranty claims and helps you comply with safety regulations.
You can organize your records in a simple table or spreadsheet. Here is an example layout:
| Date | Task Performed | Technician | Parts/Lubricants Used | Notes/Issues |
|---|---|---|---|---|
| 2024-06-01 | Lubricated bearings | J. Smith | Grease | No issues |
| 2024-06-02 | Replaced knife | A. Brown | Knife, bolts | Knife chipped |
Review your records regularly. Look for patterns, such as repeated failures or frequent lubrication needs. This practice helps you schedule preventive maintenance and avoid costly repairs. Good records also make audits and inspections much easier. By keeping detailed logs, you ensure your 1300mm veneer peeling machine stays reliable and productive.
You may encounter veneer quality issues during operation. These problems often result from a combination of machine settings, material properties, and environmental factors. To address veneer defects, you should first identify the specific issue—such as uneven thickness, surface checks, or warping. Adjusting machine parameters and following best practices can help you resolve most problems.
Here is a summary of common veneer quality issues and troubleshooting observations:
| Veneer Quality Issue | Troubleshooting Insights |
|---|---|
| Veneer Thickness | Thicker veneers show fewer but wider checks. Thinner veneers develop more, narrower checks. |
| Moisture Content | Conditioning veneers and cores to equilibrium moisture content reduces swelling, shrinking, and checking. |
| Adhesive Choice | Urea-formaldehyde adhesives cause more checks than polyvinyl acetate. Adhesive moisture affects checking. |
| Core Material | Veneer cores are more prone to checking than particleboard or MDF cores. |
| Cutting Method | Rotary peeling exposes tangential planes, increasing checking compared to slicing. |
| Veneer Orientation | Placing veneer loose-side down reduces check development. |
Tip: No single adjustment solves all veneer quality issues. You should combine moisture control, proper adhesive selection, and correct veneer orientation for best results.
You may notice that checks can close as the veneer equilibrates, so measure quality at multiple intervals. Always monitor veneer thickness and adjust the knife gap as needed.
Unusual vibration or noise signals a problem with your machine. You should never ignore these signs, as they often indicate mechanical wear, imbalance, or loose components. Start by stopping the machine and inspecting all moving parts. Check the headstock, tailstock, and carriage for secure mounting. Examine the knife for sharpness and alignment.
Tighten any loose bolts or fasteners.
Inspect bearings for wear or lack of lubrication.
Look for signs of imbalance in the rotating log or spindle.
⚠️ Alert: Persistent vibration can reduce veneer quality and damage machine components. Address the source before resuming operation.
If vibration continues after basic checks, you may need to consult a technician. Advanced diagnostic tools can measure spindle axis motion error, helping you determine if roundness issues stem from spindle problems or other assembly factors.
Feed and spindle errors can cause poor veneer finish, tool wear, or even machine failure. You must balance speed and feed rate to maintain quality and extend tool life. Speed mainly affects heat generation, which can lead to thermal wear. Feed rate influences the mechanical load on the knife, with excessive feed causing chipping or fracturing.
Consider these factors when troubleshooting feed and spindle issues:
Material type: Harder woods require slower speeds and lower feed rates.
Tool geometry and coating: The right tool shape and coating improve performance.
Machine capability: Never exceed the maximum feed rate or spindle speed.
Synchronization: Ensure feed and spindle speeds match to avoid pitch errors.
| Factor | Description |
|---|---|
| Material Type | Harder materials need slower speeds and lower feeds. |
| Tool Geometry | Proper tool shape and coating optimize cutting. |
| Machine Capability | Respect machine limits to prevent errors. |
| Lead Error | Poor synchronization causes pitch errors and affects veneer quality. |
Note: Regularly check for tool wear and adjust parameters to minimize errors. Measuring spindle axis motion error helps you maintain roundness and precision.
If you notice feed inconsistencies or spindle irregularities, stop the machine and inspect for worn gears, misaligned components, or lubrication issues. Quick action prevents further damage and keeps your production on track.
Electrical issues can disrupt your veneer peeling process and pose serious safety risks. You must know how to identify, respond to, and prevent these problems. Electrical faults often show up as error codes, sudden stops, flickering lights, or unresponsive controls. You should never ignore these signs.
You may encounter several types of electrical issues during operation:
Power loss: The machine shuts down unexpectedly or fails to start.
Control panel errors: The display shows error codes or becomes unresponsive.
Tripped breakers: Circuit breakers trip frequently, cutting power to the machine.
Faulty wiring: You notice exposed wires, burnt smells, or sparks.
Sensor failures: The system gives false readings or fails to detect log position.
⚡ Alert: Electrical faults can cause fires or electric shock. Always treat them as high-priority hazards.
You should follow a clear process when you suspect an electrical problem:
Stop the machine immediately. Press the emergency stop if needed.
Disconnect the main power supply. This step prevents accidental shocks.
Check the control panel. Look for error codes or warning lights.
Inspect visible wiring and connections. Search for loose plugs, damaged cables, or signs of overheating.
Reset circuit breakers if they have tripped. Only do this once. If the breaker trips again, do not force it.
Test emergency stops and safety interlocks. Make sure they function correctly.
Consult the machine manual. Use the troubleshooting chart to match error codes with possible causes.
Contact a qualified electrician for repairs. Never attempt electrical repairs yourself unless you have proper training.
| Symptom | Possible Cause | Action to Take |
|---|---|---|
| Machine won’t start | Power loss, tripped breaker | Check power, reset breaker |
| Error code on display | Sensor or wiring fault | Inspect sensors, call technician |
| Flickering lights | Loose connection | Secure all plugs and cables |
| Burning smell | Overheating, short circuit | Disconnect power, call electrician |
Tip: Keep a copy of the machine’s wiring diagram and troubleshooting guide near the control panel. Quick reference saves time during emergencies.
You can reduce electrical problems by following these best practices:
Inspect cables and connectors before each shift.
Keep the control panel clean and dry.
Schedule regular electrical maintenance with a licensed technician.
Never overload the machine’s power supply.
Store spare fuses and bulbs in a safe, dry place.
If you notice any abnormal electrical behavior, stop the machine and investigate. Fast action protects both you and your equipment. Always prioritize safety when dealing with electricity.
You can achieve consistent veneer quality by focusing on both process control and material management. Start with rigorous material selection and grading. This step ensures that only high-quality logs enter your production line, which forms the foundation for reliable output. Use automated systems to align veneer layers precisely. Automation reduces human error and helps you maintain uniform thickness and surface finish.
Optimize your adhesive application. Uniform coverage and proper curing prevent bonding defects. Fine-tune pressing parameters such as temperature, pressure, and time. These adjustments improve bonding strength and structural integrity. You should also monitor drying conditions closely. Advanced control systems, like PID controllers, dynamically adjust damper openings to maintain optimal drying temperatures and moisture levels. This approach prevents over- or under-drying, which can cause defects and waste energy.
Tip: In-process inspections and random sampling help you catch defects early. End-of-line testing ensures only top-quality veneer leaves your facility.
Regularly participate in proficiency testing programs. These programs assess mechanical properties like Modulus of Rupture and Modulus of Elasticity, revealing variability and guiding targeted improvements. Adhering to international standards such as ISO 9001 and ASTM D7036 formalizes your quality management system and supports compliance.
You can boost productivity by streamlining your workflow and reducing downtime. Start each shift with a quick equipment check. Address minor issues before they become major problems. Use automatic feeding and stacking systems to minimize manual handling. These features speed up production and reduce the risk of injury.
Set clear production targets for your team. Track progress using digital dashboards or simple checklists. When you notice bottlenecks, investigate and resolve them quickly. Maintain optimal conveyor speeds and radiator temperatures during drying. Model-based optimization shows that these factors have the greatest impact on drying rate and energy consumption. By keeping these parameters in check, you improve both output and energy efficiency.
| Productivity Tip | Benefit |
|---|---|
| Automatic stacking | Faster workflow |
| Routine equipment checks | Less downtime |
| Optimized drying | Higher throughput, lower cost |
Note: Collaborate with suppliers through regular audits and feedback. This practice ensures a steady supply of quality materials and prevents unexpected delays.
Ongoing training keeps your team sharp and your operation safe. Schedule regular training sessions to review machine operation, safety protocols, and quality standards. Encourage employees to share their experiences and suggest improvements. Quality awareness campaigns help foster a culture of continuous improvement.
You should also review procedures after any incident or near-miss. Update your training materials to reflect new best practices. Proficiency testing and skill assessments identify areas for further development. When everyone understands the latest techniques and standards, you reduce errors and maintain high productivity.
Tip: Invest in your team’s growth. Well-trained operators produce better results and adapt quickly to new technologies.
You ensure safety and efficiency when you follow each step in this guide. Regular maintenance and strict attention to best practices keep your equipment reliable. Proper training builds your confidence and skill. Stay alert to details and always look for ways to improve your process. Continuous improvement helps you achieve the best results in your daily operations.
You should inspect the knife daily. Sharpen or replace it when you notice dullness, chips, or uneven veneer. Sharp knives ensure clean cuts and reduce machine strain.
First, stop the machine and check the control panel for the error code meaning. Consult the manual or troubleshooting guide. If you cannot resolve the issue, contact a qualified technician.
Yes, you can operate the machine manually if the vacuum stacker is unavailable. Use gloves to handle veneer sheets. Place each sheet flat to prevent damage or warping.
You should wear cut-resistant gloves, safety glasses, hearing protection, and steel-toed boots. Choose close-fitting clothing to avoid getting caught in moving parts.
Activate the vacuum stacking system for precise alignment. If stacking manually, place sheets flat and avoid bending. Remove full stacks promptly to keep sheets straight.
Press the emergency stop button immediately. Wait for all parts to stop. Use tools, not your hands, to clear the jam. Inspect for damage before restarting.
Use the automatic thickness monitoring system if available. Regularly check and adjust the knife gap. Monitor feed and spindle speeds through the control panel.
No, always turn off and lock out the power before cleaning. This step protects you from accidental startups and electrical hazards.


















