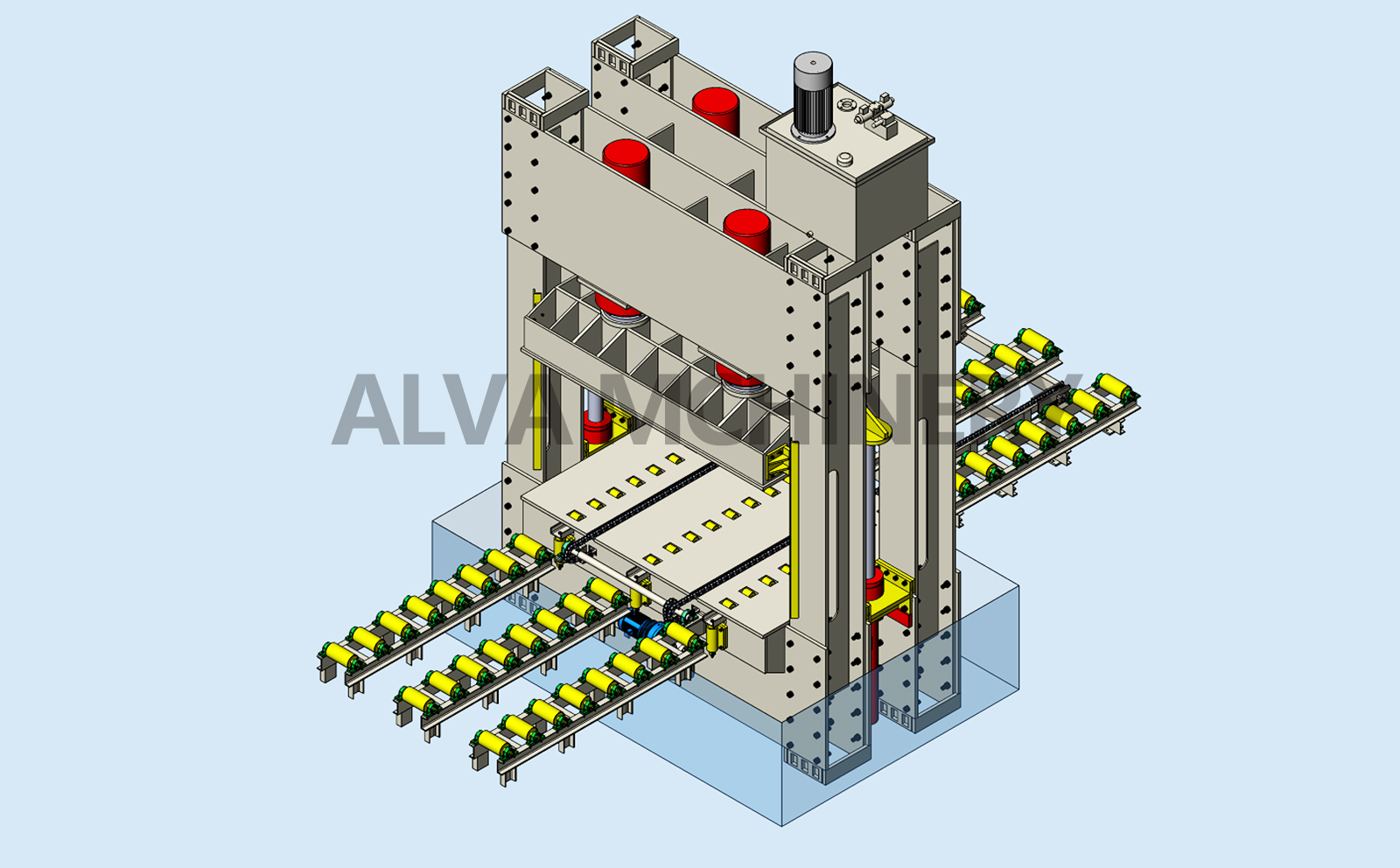
1.Automatic Board Feeding and Positioning: Precise and Efficient
Equipped with an intelligent conveying and positioning system, it can directly connect to the preceding veneer splicing process, automatically receiving and conveying veneer blanks. Accurate alignment and positioning of blanks are achieved via photoelectric sensing and limit devices. The whole process requires no manual handling or adjustment, completely eliminating positioning deviations caused by manual operations, greatly reducing labor intensity, and ensuring consistent processing quality of each batch of blanks.
2.Uniform Prepress Forming: Improve Board Quality
Adopting a hydraulically driven control system, the pressure parameters can be flexibly adjusted according to veneer blanks of different thicknesses and materials. During operation, uniform and stable prepressure is applied to the blanks, which can effectively expel air between blank layers, making the veneer layers fit more closely. This avoids defects such as blistering and delamination in the subsequent hot pressing process, and significantly improves the structural stability and surface flatness of finished plywood.
3.Intelligent Linkage Control: Suitable for Assembly Line Operation
It supports seamless linkage with upstream and downstream equipment in the production line (including veneer splicers, hot presses, and conveyor lines), and can automatically adjust the board feeding speed and prepress cycle according to the operation rhythm of the entire production line. The equipment is equipped with a PLC programmable control system and a touch operation interface, allowing for intuitive and simple parameter setting. It also features an automatic fault alarm function, facilitating real-time monitoring and maintenance by operators and ensuring the continuous and stable operation of the production line.
4.Robust and Durable Design: Adapted to Industrial Environments
The machine body is welded with high-strength section steel, featuring high overall rigidity and good stability to withstand the load of long-term high-intensity operations. The prepress worktable surface undergoes wear-resistant treatment, offering excellent deformation resistance; the conveyor roller is designed with anti-deviation function to ensure smooth conveying of blanks. The equipment is equipped with comprehensive protective measures, including safety protection doors and emergency stop devices, to fully safeguard the operational safety of operators.
 English
English العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe አማርኛ
አማርኛ ພາສາລາວ
ພາສາລາວ ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu ဗမာစာ
ဗမာစာ தமிழ்
தமிழ் Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Kiswahili
Kiswahili Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Հայերեն
Հայերեն עברית
עברית Latine
Latine Dansk
Dansk اردو
اردو Shqip
Shqip বাংলা
বাংলা Afrikaans
Afrikaans Māori
Māori অসমীয়া
অসমীয়া Беларуская мова
Беларуская мова Català
Català