 |
Ürün Tanıtımı |
ALVA sıcak pres kaplama kurutucusu, ahşap işleme alanındaki ince ahşap kaplamalar için tasarlanmış özel bir kurutma ekipmanıdır. Esas olarak kontrplak ve dekoratif kaplamaların üretim süreçlerinde uygulanır. Temel işlevi, döner kesme veya dilimleme sonrasında kaplamaların nem içeriğini hızlı ve eşit bir şekilde azaltmak, böylece kaplama kurutma işlemi sırasında eğrilme, çatlama ve deformasyon gibi sorunları en aza indirirken yapıştırma ve kaplama gibi sonraki prosedürlerin işlem gereksinimlerini karşılayabilmelerini sağlamaktır.
|
Ürün Teşhiri |
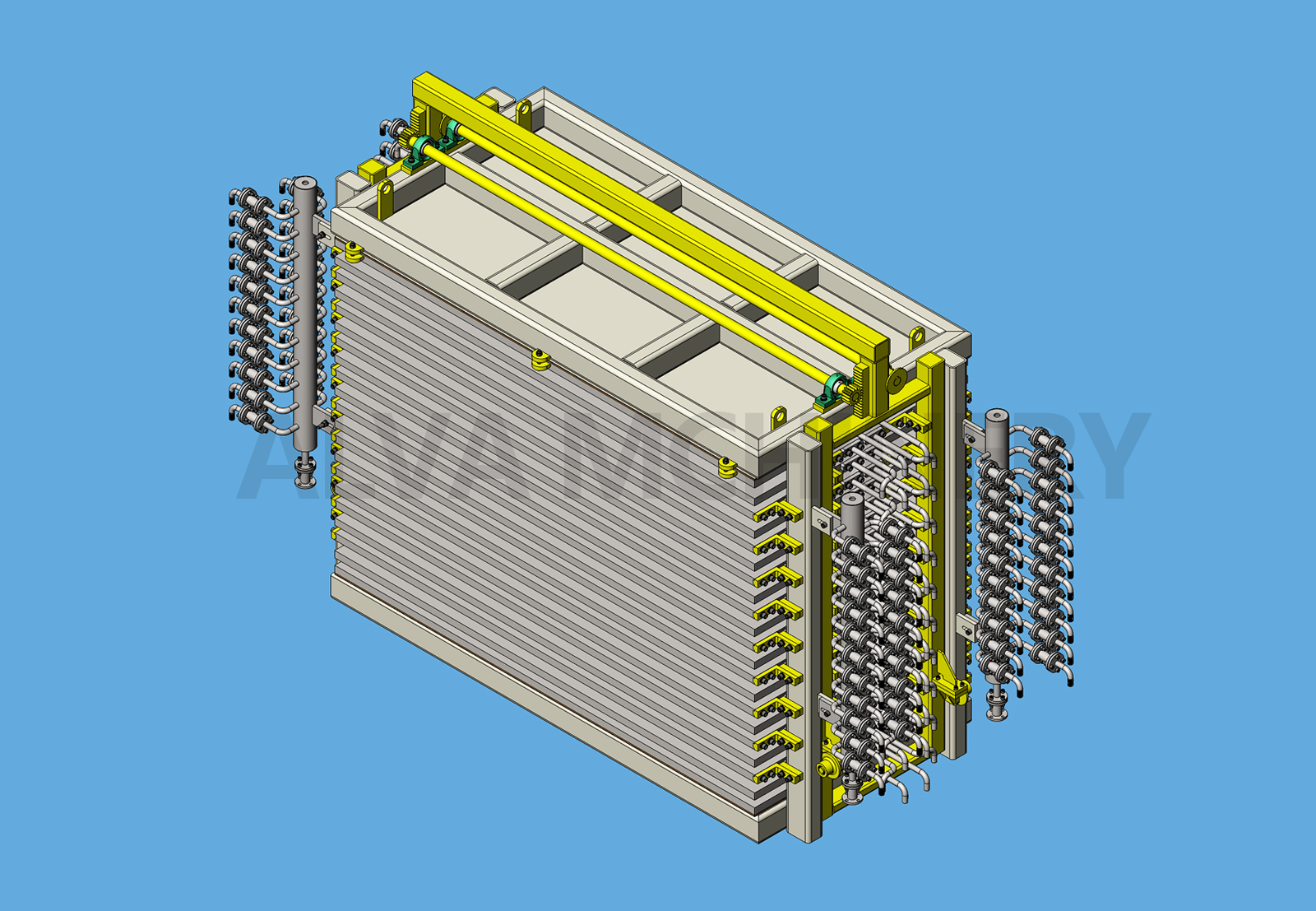
|
Ürün Parametresi |
| Kaplama Kurutucu Parametreleri |
| İsim |
Parametre |
Notlar |
| Model Numarası |
BY214X8/1-20-00 |
|
| Nominal Basınç |
1000 KN |
|
| Pano Besleme Yönü: Yatay |
Yatay |
|
| Katman Sayısı |
20 Katman |
|
| Ara Katman Aralığı |
10 mm |
|
| Sıcak Pres Plaka Sayısı |
21 |
|
| Plaka Boyutu |
1370×2700×42mm |
Çift Girişli ve Çift Çıkışlı, Krom Kaplama Yüzey |
| Hidrolik Silindir Çapı ve Adeti |
Φ160X100mm |
Heli Yüksek Basınçlı Hidrolik Silindir |
| Güç |
5.5KW |
|
| Makine Ağırlığı |
27 Ton |
|
| Genel Boyutlar |
4200mmX1370mmX2500mm |
|
|
Croe Çalışma Prensibi |
Bu ekipman, temasla ısı iletimi ve pres plakası şekillendirmenin ikili mekanizmalarına dayalı olarak kurutma fonksiyonunu gerçekleştirir. Çalışma süreci aşağıdaki gibidir:
1.Besleme ve Konumlandırma
Kurutulacak kaplamalar, taşıma sistemi aracılığıyla çok katmanlı sıcak pres plakaları arasındaki boşluğa hassas bir şekilde beslenir. Kırışıkların kuruma etkisini etkilemesini önlemek için kaplamaların yüzeyi düz tutulmalıdır.
2.Isı İletimi Kurutma
Sıcak pres plakaları dahili olarak, harici bir ısı kaynağı tarafından önceden ayarlanmış bir sıcaklığa ısıtılan ısı ileten yağ kanalları veya buhar odaları ile donatılmıştır. Isı, sıcak pres plakaları ile kaplamalar arasındaki temas yüzeyi vasıtasıyla doğrudan kaplamaların iç kısmına aktarılır ve kaplamaların içindeki nemin hızla buharlaşmasına neden olur.
3.Basınç Kontrolü ve Şekillendirme
Ekipman, sıcak pres plakalarına sabit düşük basınç uygulayan hidrolik veya pnömatik basınç sistemi ile donatılmıştır. Bu basınç, sıcak pres makinesininkinden çok daha düşüktür ve amacı yapıştırmak değil, kaplamaların şeklini sabitlemek ve nem buharlaştırma işlemi sırasında bükülmeyi veya bükülmeyi önlemektir.
4.Nemin Giderilmesi ve Tamamlanması
Buharlaşan buhar, sıcak pres plakalarının yüzeyindeki önceden ayarlanmış hava deliklerinden veya ekipmanın yan tarafına monte edilen nem egzoz fanlarından dışarı atılır. Kaplamaların nem içeriği proses standartlarını karşılayacak seviyeye düştüğünde sıcak pres plakaları ayrılır ve kaplamalar boşaltma sistemi ile bir sonraki prosese aktarılır.
|
Ekipman Yapısı Bileşimi |
Sıcak pres kaplama kurutucusu, esas olarak aşağıdaki beş temel modülden oluşan entegre bir ekipman parçasıdır:
1.Sıcak Pres Plaka Sistemi
Ekipmanın temel bileşeni olarak birden fazla paralel düzenlenmiş metal pres plakasından oluşur. Pres plakaları çoğunlukla ısıya dayanıklı dökme demir veya alüminyum alaşımdan yapılır ve kaplamalarla düzgün temas sağlamak için yüzeyleri cilalanır. Pres plakası katmanlarının sayısı, üretim kapasitesi gereksinimlerine göre tasarlanır; daha fazla katman, birim zaman başına daha yüksek işlem kapasitesi anlamına gelir.
Isıtma ve Sıcaklık Kontrol Modülü
İki ana ısıtma yöntemi vardır: ısı ileten yağ ısıtma ve buhar ısıtma:
2.Isı ileten yağın ısıtılması : Isı ileten yağ, ısı ileten bir yağ fırını tarafından ısıtılır ve daha sonra bir sirkülasyon pompası ile sıcak pres plaka kanallarına iletilir. Bu yöntem, sıcaklık dalgalanmasının dar bir aralıkta tutulduğu yüksek sıcaklık kontrol hassasiyetine sahiptir.
3.Buharlı ısıtma : Kazan buharı, sıcak pres plakası odalarına verilir, böylece küçük ve orta ölçekli ahşap işleme fabrikaları için uygun olan hızlı ısıtma hızı ve düşük maliyet sağlanır.
Modül, kaplamaların malzemesine ve kalınlığına göre sıcaklığı doğru bir şekilde ayarlayabilen ve ayarlayabilen akıllı bir sıcaklık kontrol cihazı ile donatılmıştır.
Basınçlandırma ve İletim Modülü
Hidrolik veya pnömatik tahriki benimser: hidrolik tahrik, sabit basınca sahip büyük ölçekli çok katmanlı ekipmanlar için uygundur; Pnömatik tahrik çoğunlukla esnek çalışma özelliğine sahip küçük boyutlu ekipmanlar için kullanılır. İletim sistemi, kaplamaların sorunsuz beslenmesini ve boşaltılmasını sağlamak için sıcak pres plakalarının açılma ve kapanma hızını ve aralıklarını kontrol etmekten sorumludur.
4. Taşıma ve Konumlandırma Sistemi
Bir besleme konveyör bandı, bir boşaltma konveyör bandı ve bir kaplama konumlandırma cihazı içerir. Konumlandırma cihazı, kaplamaların sıcak pres plakaları arasında doğru şekilde konumlandırılmasını sağlamak için fotoelektrik sensörler veya mekanik sınırlayıcılar kullanır ve kaplama sapmasının neden olduğu eşit olmayan kurumayı önler.
5.Nem Giderme ve Kontrol Sistemi
Nem giderme sistemi, buharlaşmış buharı zamanında boşaltabilen ve ekipmanın içindeki nem birikiminin kurutma verimliliğini etkilemesini önleyebilen nem egzoz fanları ve hava geçirgen boru hatlarından oluşur. Kontrol sistemi, otomatik çalışmayı gerçekleştirmek için kurutma sıcaklığı, basınç ve süre gibi parametreleri önceden ayarlayabilen ve aynı zamanda bir arıza alarm fonksiyonu ile donatılmış bir PLC programlanabilir mantık denetleyicisini benimser.






































