 |
مقدمة المنتج |
مجفف القشرة بالضغط الساخن ALVA عبارة عن معدات تجفيف خاصة مصممة لقشور الخشب الرقيقة في مجال معالجة الأخشاب. يتم تطبيقه بشكل رئيسي في عمليات إنتاج الخشب الرقائقي والقشرة الزخرفية. وتتمثل وظيفتها الأساسية في تقليل محتوى الرطوبة في القشرة بسرعة وبشكل موحد بعد القطع أو التقطيع الدوار، بحيث يمكنها تلبية متطلبات العملية للإجراءات اللاحقة مثل الإلتصاق والقشرة الخشبية، مع تقليل المشكلات مثل الالتواء والتشقق والتشوه أثناء عملية تجفيف القشرة.
|
عرض المنتج |
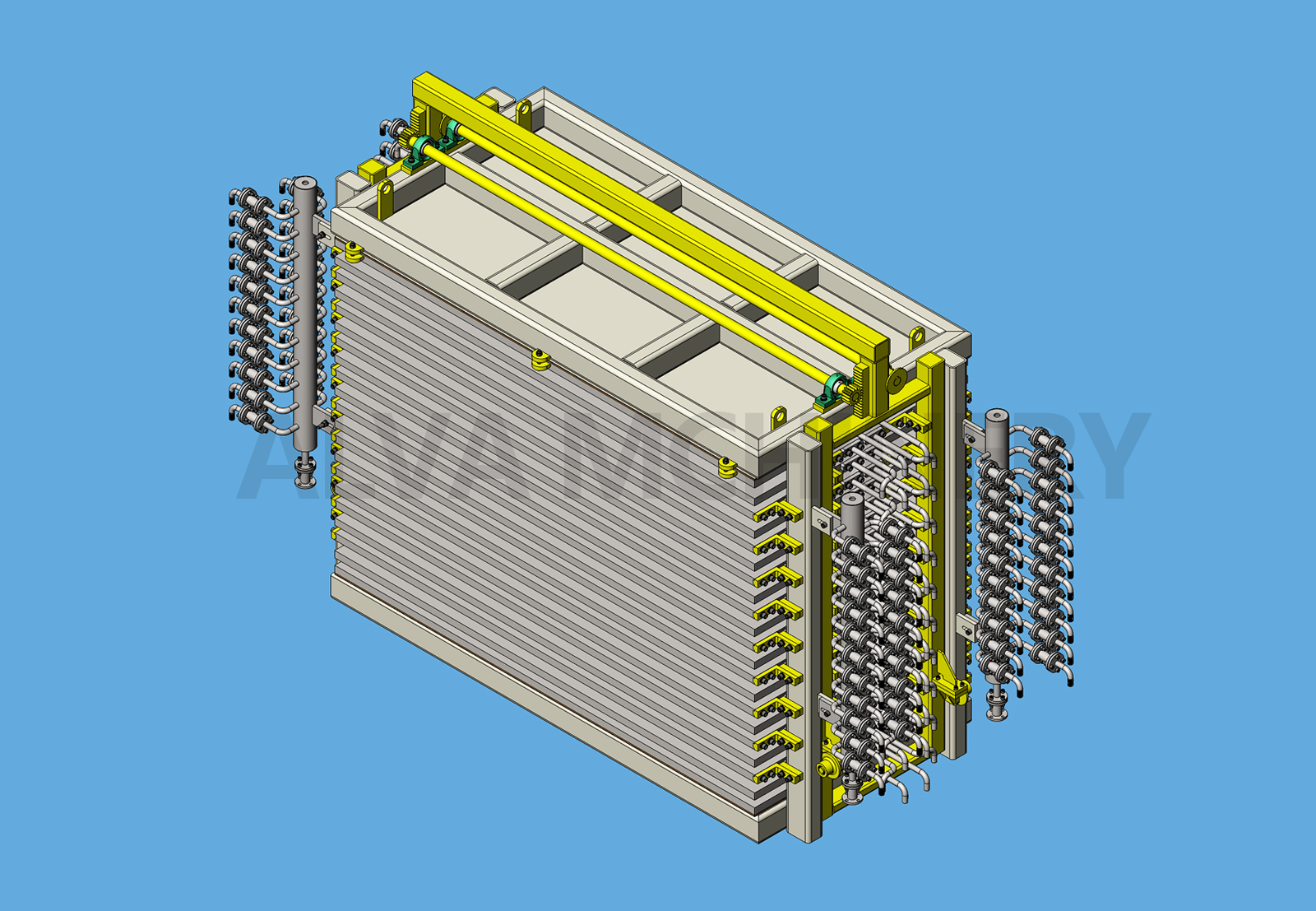
|
معلمة المنتج |
| معلمات مجفف القشرة |
| اسم |
المعلمة |
ملاحظات |
| رقم الموديل |
BY214X8/1-20-00 |
|
| الضغط الاسمي |
1000 كيلو نيوتن |
|
| اتجاه تغذية اللوحة: أفقي |
أفقي |
|
| عدد الطبقات |
20 طبقة |
|
| التباعد بين الطبقات |
10 ملم |
|
| عدد لوحات الضغط الساخنة |
21 |
|
| حجم اللوحة |
1370×2700×42 ملم |
مدخل مزدوج ومخرج مزدوج، سطح مطلي بالكروم |
| قطر الاسطوانة الهيدروليكية وكميتها |
Φ160X100mm |
هيلي اسطوانة هيدروليكية عالية الضغط |
| قوة |
5.5 كيلو واط |
|
| وزن الآلة |
27 طن |
|
| الأبعاد الشاملة |
4200 مم × 1370 مم × 2500 مم |
|
|
مبدأ عمل كرو |
تحقق هذه المعدات وظيفة التجفيف على أساس الآليات المزدوجة للتوصيل الحراري بالتلامس وتشكيل لوحة الضغط. عملية العمل هي كما يلي:
1. التغذية وتحديد المواقع
يتم تغذية القشرة المراد تجفيفها بدقة في الفجوة بين ألواح الضغط الساخنة متعددة الطبقات عبر نظام النقل. يجب أن يظل سطح القشرة مسطحًا لمنع التجاعيد من التأثير على تأثير التجفيف.
2. التجفيف بالتوصيل الحراري
تم تجهيز ألواح الضغط الساخنة داخليًا بقنوات زيت موصلة للحرارة أو غرف بخار، والتي يتم تسخينها إلى درجة حرارة محددة مسبقًا بواسطة مصدر حرارة خارجي. يتم نقل الحرارة مباشرة إلى الجزء الداخلي من القشرة من خلال سطح الاتصال بين ألواح الضغط الساخنة والقشرة، مما يتسبب في تبخر الرطوبة داخل القشرة بسرعة.
3. التحكم في الضغط والتشكيل
تم تجهيز المعدات بنظام ضغط هيدروليكي أو هوائي يطبق ضغطًا منخفضًا ثابتًا على ألواح الضغط الساخنة. هذا الضغط أقل بكثير من ضغط آلة الضغط الساخن، والغرض منه ليس اللصق، بل تثبيت شكل القشرة ومنع الاعوجاج أو الانبعاج أثناء عملية تبخر الرطوبة.
4. إزالة الرطوبة وإكمالها
يتم تفريغ البخار المتبخر من خلال فتحات الهواء المعدة مسبقًا على سطح ألواح الضغط الساخنة أو مراوح عادم الرطوبة المثبتة على جانب الجهاز. عندما ينخفض محتوى الرطوبة في القشرة لتلبية معايير العملية، يتم فصل ألواح الضغط الساخنة، ويتم نقل القشرة إلى العملية التالية عن طريق نظام التفريغ.
|
تكوين هيكل المعدات |
إن مجفف القشرة بالضغط الساخن عبارة عن قطعة متكاملة من المعدات، ويتكون بشكل أساسي من الوحدات الأساسية الخمس التالية:
1. نظام لوحة الضغط الساخن
باعتبارها المكون الأساسي للمعدات، فهي مكونة من ألواح ضغط معدنية متعددة مرتبة بشكل متوازي. تصنع ألواح الضغط في الغالب من الحديد الزهر المقاوم للحرارة أو سبائك الألومنيوم، ويتم صقل أسطحها لضمان اتصال موحد مع القشرة. تم تصميم عدد طبقات لوحة الضغط وفقًا لمتطلبات الطاقة الإنتاجية؛ المزيد من الطبقات يعني قدرة معالجة أعلى لكل وحدة زمنية.
وحدة التحكم في التدفئة ودرجة الحرارة
هناك طريقتان رئيسيتان للتسخين: التسخين بالزيت الموصل للحرارة والتسخين بالبخار:
2. تسخين الزيت الموصل للحرارة : يتم تسخين الزيت الموصل للحرارة بواسطة فرن زيت موصل للحرارة ثم يتم تسليمه إلى قنوات لوحة الضغط الساخنة بواسطة مضخة دائرية. تتميز هذه الطريقة بدقة التحكم العالية في درجة الحرارة، مع الحفاظ على تقلبات درجة الحرارة ضمن نطاق ضيق.
3. تسخين البخار : يتم إدخال بخار الغلاية إلى غرف لوحة الضغط الساخنة، مما يتيح سرعة تسخين سريعة وتكلفة منخفضة، وهو مناسب لمصانع معالجة الأخشاب الصغيرة والمتوسطة الحجم.
تم تجهيز الوحدة بجهاز تحكم ذكي في درجة الحرارة، والذي يمكنه ضبط درجة الحرارة وضبطها بدقة وفقًا للمادة وسمك القشرة.
وحدة الضغط والنقل
إنها تعتمد محركًا هيدروليكيًا أو هوائيًا: المحرك الهيدروليكي مناسب للمعدات متعددة الطبقات واسعة النطاق ذات الضغط المستقر؛ يستخدم المحرك الهوائي في الغالب للمعدات صغيرة الحجم ذات التشغيل المرن. نظام النقل مسؤول عن التحكم في سرعة الفتح والإغلاق والتباعد بين ألواح الضغط الساخنة لضمان تغذية وتفريغ القشرة بشكل سلس.
4. نظام النقل وتحديد المواقع
إنه يشتمل على حزام ناقل للتغذية، وحزام ناقل للتفريغ، وجهاز تحديد موضع القشرة. يستخدم جهاز تحديد المواقع أجهزة استشعار كهروضوئية أو محددات ميكانيكية لضمان تحديد موضع القشرة بدقة بين ألواح الضغط الساخنة، وتجنب الجفاف غير المتساوي الناتج عن انحراف القشرة.
5. نظام إزالة الرطوبة والتحكم
يتكون نظام إزالة الرطوبة من مراوح عادم الرطوبة وخطوط أنابيب نفاذية الهواء، والتي يمكنها تفريغ البخار المتبخر في الوقت المناسب ومنع تراكم الرطوبة داخل المعدات من التأثير على كفاءة التجفيف. يعتمد نظام التحكم وحدة التحكم المنطقية القابلة للبرمجة PLC، والتي يمكنها ضبط المعلمات مسبقًا مثل درجة حرارة التجفيف والضغط والوقت لتحقيق التشغيل التلقائي، كما أنها مجهزة بوظيفة إنذار الخطأ.









































































