 |
Produktintroduktion |
ALVA varmpressfanertork är en speciell torkutrustning avsedd för tunna träfaner inom träbearbetningsområdet. Det används främst i tillverkningsprocesser av plywood och dekorativa faner. Dess kärnfunktion är att snabbt och jämnt minska fukthalten i faner efter roterande skärning eller skivning, så att de kan uppfylla processkraven för efterföljande procedurer som limning och fanering, samtidigt som problem som skevhet, sprickbildning och deformation under fanertorkningsprocessen minimeras.
|
Produktdisplay |
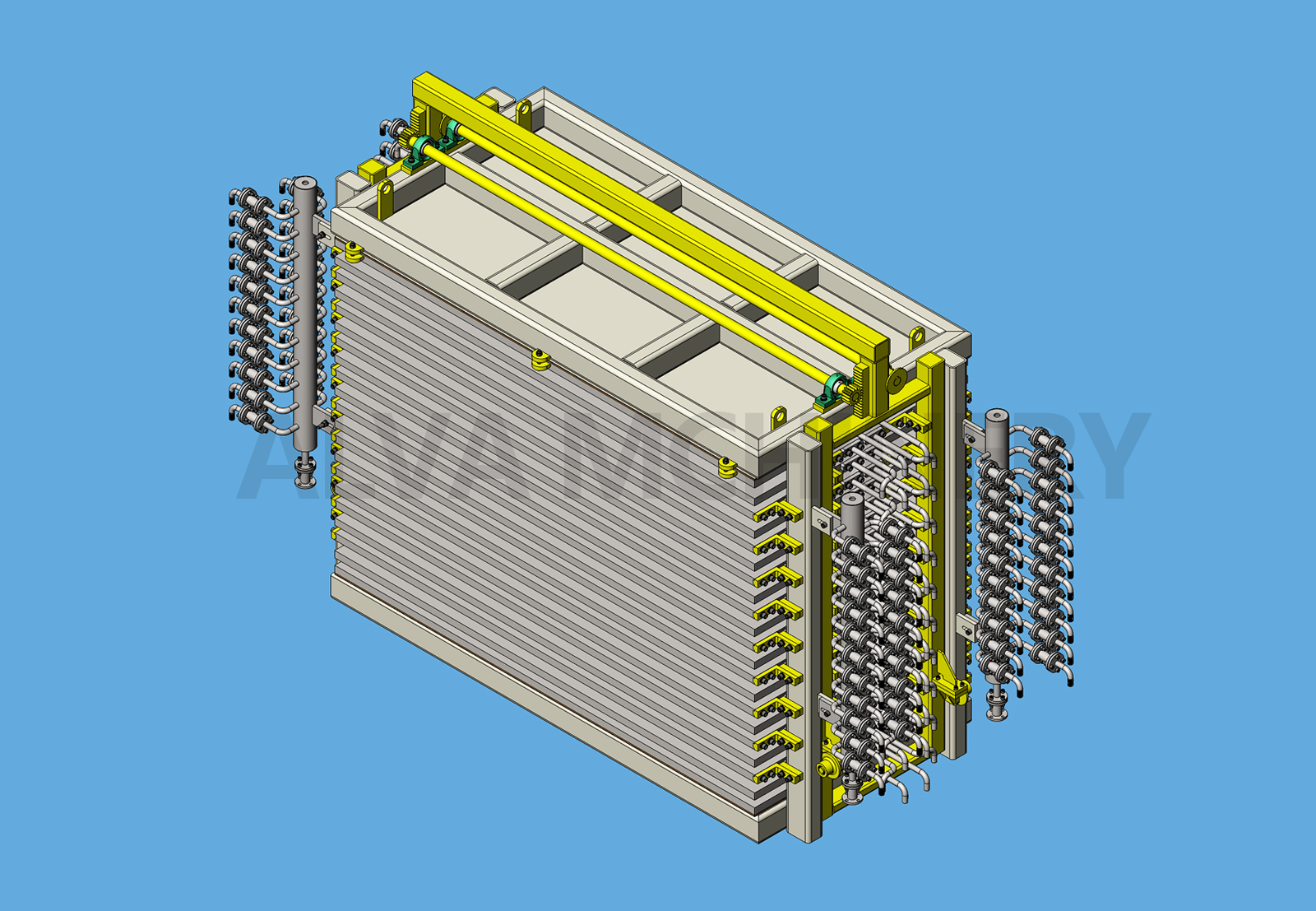
|
Produktparameter |
| Parametrar för fanertork |
| Namn |
Parameter |
Anmärkningar |
| Modell nr. |
BY214X8/1-20-00 |
|
| Nominellt tryck |
1000 KN |
|
| Brädets matningsriktning: Horisontell |
Horisontell |
|
| Antal lager |
20 lager |
|
| Mellanskiktsavstånd |
10 mm |
|
| Antal varmpressplattor |
21 |
|
| Tallrik storlek |
1370×2700×42 mm |
Dubbelt inlopp och dubbelt uttag, förkromad yta |
| Hydraulcylinderdiameter & kvantitet |
Φ160X100mm |
Heli högtryckshydraulisk cylinder |
| Driva |
5,5KW |
|
| Maskinens vikt |
27 ton |
|
| Övergripande mått |
4200mmX1370mmX2500mm |
|
|
Croes arbetsprincip |
Denna utrustning uppnår torkfunktionen baserad på de dubbla mekanismerna för kontaktvärmeledning och formning av pressplåtar. Arbetsprocessen är som följer:
1. Matning och positionering
Faner som ska torkas matas noggrant in i springan mellan de flerskiktiga varmpressplattorna via transportsystemet. Ytan på fanererna måste hållas plan för att förhindra att rynkor påverkar uttorkningseffekten.
2.Värmeledningstorkning
Varmpressplattorna är internt utrustade med värmeledande oljekanaler eller ångkammare, som värms upp till en förinställd temperatur av en extern värmekälla. Värme överförs direkt till det inre av fanererna genom kontaktytan mellan de varma pressplattorna och fanererna, vilket gör att fukten inuti fanererna snabbt förångas.
3. Tryckkontroll och formning
Utrustningen är utrustad med ett hydrauliskt eller pneumatiskt trycksystem som applicerar ett konstant lågt tryck på de varma pressplattorna. Detta tryck är mycket lägre än i en varmpressmaskin, och dess syfte är inte för limning, utan för att fixera formen på fanererna och förhindra att de buktar sig under fuktförångningsprocessen.
4. Fuktavlägsnande och komplettering
Den förångade ångan släpps ut genom de förinställda luftventilerna på ytan av de varma pressplattorna eller fuktutblåsningsfläktarna installerade på sidan av utrustningen. När fukthalten i fanererna sjunker för att uppfylla processstandarderna separeras varmpressplattorna och fanererna transporteras till nästa process av utmatningssystemet.
|
Utrustningsstrukturens sammansättning |
Varmpressfanertorken är en integrerad utrustning, huvudsakligen bestående av följande fem kärnmoduler:
1.Hot Press Plate System
Som kärnkomponenten i utrustningen är den sammansatt av flera parallellt anordnade metallpressplattor. Pressplattorna är till största delen gjorda av värmebeständigt gjutjärn eller aluminiumlegering och deras ytor är polerade för att säkerställa jämn kontakt med faner. Antalet pressplåtslager utformas enligt produktionskapacitetskraven; fler lager innebär en högre bearbetningskapacitet per tidsenhet.
Värme- och temperaturkontrollmodul
Det finns två vanliga uppvärmningsmetoder: värmeledande oljeuppvärmning och ånguppvärmning:
2. Värmeledande oljeuppvärmning : Värmeledande olja värms upp av en värmeledande oljeugn och levereras sedan till varmpressplattskanalerna av en cirkulationspump. Denna metod har hög temperaturkontrollprecision, med temperaturfluktuationer som hålls inom ett smalt område.
3. Ånguppvärmning : Pannånga införs i de varma pressplattornas kammare, vilket möjliggör snabb uppvärmningshastighet och låg kostnad, vilket är lämpligt för små och medelstora träbearbetningsfabriker.
Modulen är utrustad med en intelligent temperaturregulator, som exakt kan ställa in och justera temperaturen efter materialet och tjockleken på faner.
Trycksättnings- och transmissionsmodul
Den antar hydraulisk eller pneumatisk drivning: hydraulisk drivning är lämplig för storskalig flerskiktsutrustning med stabilt tryck; pneumatisk drivning används mest för små utrustningar med flexibel drift. Transmissionssystemet ansvarar för att kontrollera öppnings- och stängningshastigheten och avståndet mellan de varma pressplattorna för att säkerställa smidig matning och utmatning av faner.
4. Transport- och positioneringssystem
Den inkluderar ett matningstransportband, ett utmatande transportband och en fanerpositioneringsanordning. Positioneringsanordningen använder fotoelektriska sensorer eller mekaniska begränsare för att säkerställa korrekt placering av faner mellan de varma pressplattorna, och undviker ojämn torkning orsakad av fanerböjning.
5. Fuktborttagning och kontrollsystem
Fuktborttagningssystemet består av fuktutblåsningsfläktar och luftgenomsläppliga rörledningar, som i rätt tid kan släppa ut förångad ånga och förhindra att fuktansamling inuti utrustningen påverkar torkningseffektiviteten. Styrsystemet antar en PLC-programmerbar logisk styrenhet, som kan förinställa parametrar som torktemperatur, tryck och tid för att realisera automatisk drift, och är också utrustad med en fellarmfunktion.









































































