 |
Ознайомлення з продуктом |
Сушарка шпону гарячого пресування ALVA - це спеціальне сушильне обладнання, призначене для обробки тонкого шпону в деревообробній галузі. Застосовується в основному у процесах виробництва фанери та декоративного шпону. Його основною функцією є швидке та рівномірне зниження вмісту вологи у шпоні після ротаційного різання або нарізання, щоб вони могли відповідати вимогам процесу наступних процедур, таких як склеювання та облицювання, зводячи до мінімуму такі проблеми, як викривлення, розтріскування та деформація під час процесу сушіння шпону.
|
Відображення продукту |
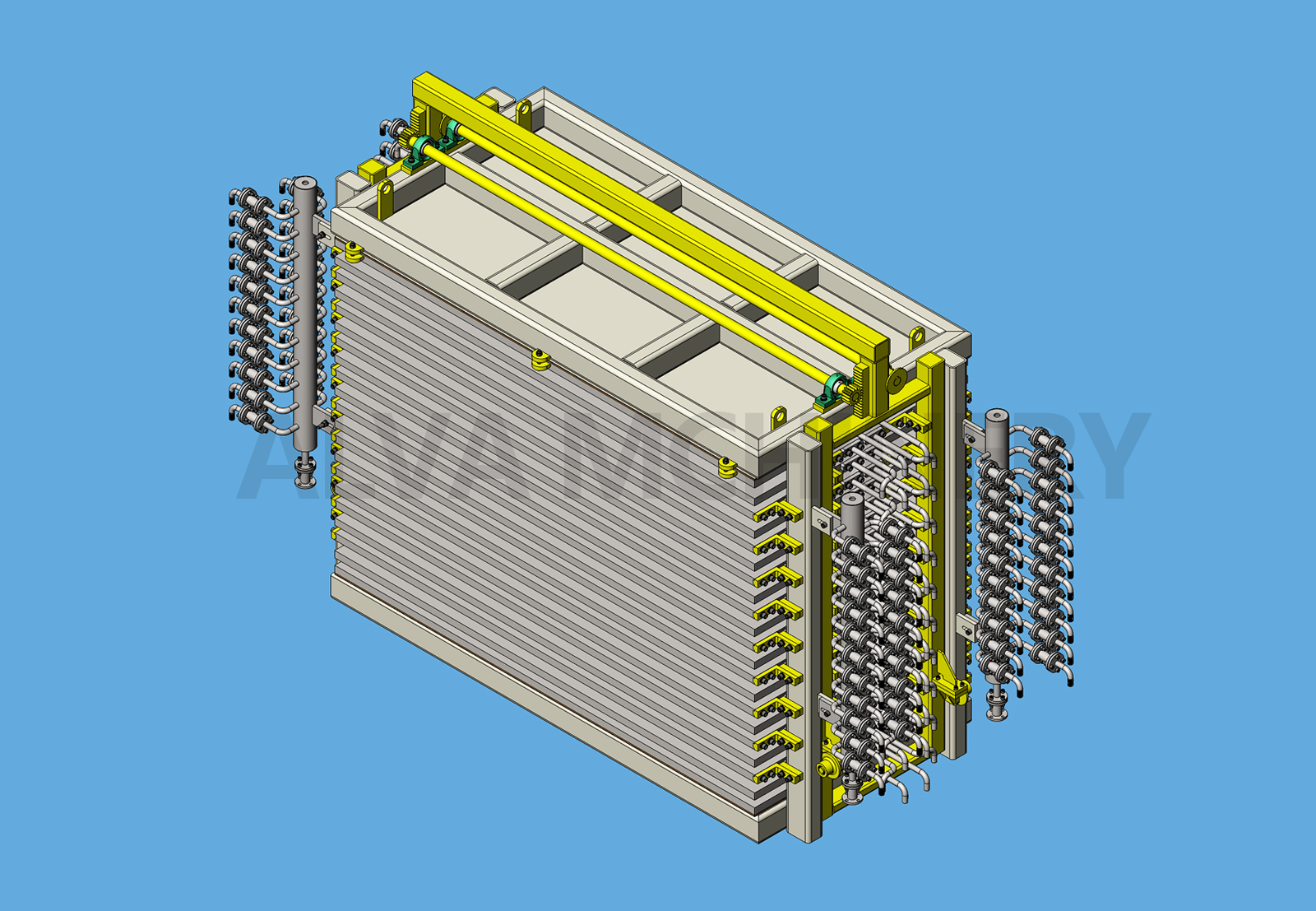
|
Параметр продукту |
| Параметри сушарки шпону |
| Ім'я |
Параметр |
Зауваження |
| Номер моделі |
BY214X8/1-20-00 |
|
| Номінальний тиск |
1000 кн |
|
| Напрямок подачі дошки: Горизонтальний |
Горизонтальний |
|
| Кількість шарів |
20 шарів |
|
| Міжшаровий інтервал |
10 мм |
|
| Кількість плит для гарячого пресування |
21 |
|
| Розмір пластини |
1370×2700×42 мм |
Подвійний вхід і подвійний вихід, хромована поверхня |
| Діаметр і кількість гідравлічного циліндра |
Φ160X100 мм |
Гідравлічний циліндр високого тиску Heli |
| потужність |
5,5 кВт |
|
| Вага машини |
27 тонн |
|
| Габаритні розміри |
4200 мм X 1370 мм X 2500 мм |
|
|
Принцип роботи Croe |
Це обладнання забезпечує функцію сушіння на основі подвійних механізмів контактної теплопровідності та формування пресової пластини. Робочий процес виглядає наступним чином:
1. Годування та позиціонування
Шпон, який потрібно висушити, точно подається в щілину між багатошаровими пластинами гарячого преса через конвеєрну систему. Поверхня вінірів повинна бути рівною, щоб запобігти зморшкам, які впливають на ефект сушіння.
2. Теплопровідна сушка
Плити гарячого преса всередині оснащені теплопровідними масляними каналами або паровими камерами, які нагріваються до заданої температури зовнішнім джерелом тепла. Тепло передається безпосередньо всередину вінірів через контактну поверхню між гарячими пресовими пластинами та вінірами, що призводить до швидкого випаровування вологи всередині шпону.
3. Контроль тиску та формування
Обладнання оснащене гідравлічною або пневматичною системою тиску, яка застосовує постійний низький тиск до пластин гарячого преса. Цей тиск набагато нижчий, ніж у гарячого преса, і його призначення не для склеювання, а для фіксації форми вінірів і запобігання викривлення або викривлення під час процесу випаровування вологи.
4. Видалення вологи та завершення.
Випарована пара виводиться через попередньо встановлені вентиляційні отвори на поверхні пластин гарячого преса або вентилятори для відведення вологи, встановлені збоку обладнання. Коли вміст вологи у шпоні падає до стандартів процесу, пластини гарячого преса відокремлюються, і вініри транспортуються до наступного процесу за допомогою системи вивантаження.
|
Склад структури обладнання |
Сушарка для шпону гарячого пресування — це інтегрована частина обладнання, яка в основному складається з наступних п’яти основних модулів:
1. Система гарячої пресової плити
Як основний компонент обладнання, він складається з кількох паралельно розташованих металевих пресових пластин. Прес-пластини виготовляють здебільшого з жаростійкого чавуну або алюмінієвого сплаву, а їх поверхні полірують для забезпечення рівномірного контакту зі шпоном. Кількість шарів пресової плити розроблено відповідно до вимог виробничої потужності; Більша кількість шарів означає більшу продуктивність обробки в одиницю часу.
Модуль керування нагріванням і температурою
Існує два основних способи нагріву: теплопровідне нагрівання на маслі та нагрівання парою:
2. Нагрівання теплопровідної олії : Теплопровідна олія нагрівається в печі з теплопровідною олією, а потім циркуляційним насосом подається в канали плити гарячого преса. Цей метод відрізняється високою точністю контролю температури, коливання температури утримуються у вузькому діапазоні.
3. Парове нагрівання : пар котла вводиться в камери плити гарячого преса, що забезпечує швидку швидкість нагрівання та низьку вартість, що підходить для малих і середніх деревообробних заводів.
Модуль оснащений інтелектуальним регулятором температури, який може точно встановлювати та регулювати температуру відповідно до матеріалу та товщини вінірів.
Модуль тиску та трансмісії
Він приймає гідравлічний або пневматичний привід: гідравлічний привід підходить для великомасштабного багатошарового обладнання зі стабільним тиском; Пневматичний привід в основному використовується для малогабаритного обладнання з гнучким режимом роботи. Система трансмісії відповідає за контроль швидкості відкриття та закриття та відстані між плитами гарячого преса для забезпечення плавної подачі та вивантаження вінірів.
4. Система транспортування та позиціонування
Він включає стрічковий конвеєр подачі, стрічковий конвеєр вивантаження та пристрій позиціонування шпону. Пристрій позиціонування використовує фотоелектричні датчики або механічні обмежувачі для забезпечення точного позиціонування вінірів між плитами гарячого преса, уникаючи нерівномірного висихання, викликаного деформацією шпону.
5. Система видалення та контролю вологи
Система видалення вологи складається з вентиляторів для витяжки вологи та повітропроникних трубопроводів, які можуть своєчасно виводити пару, що випаровується, і запобігати накопиченню вологи всередині обладнання від впливу на ефективність сушіння. Система управління використовує програмований логічний контролер PLC, який може попередньо встановити такі параметри, як температура сушіння, тиск і час для реалізації автоматичної роботи, а також оснащений функцією сигналізації про несправність.









































































