 |
Введение продукта |
Сушилка для шпона горячего прессования ALVA — это специальное сушильное оборудование, предназначенное для тонкого шпона в области деревообработки. В основном применяется в процессах производства фанеры и декоративного шпона. Его основная функция заключается в быстром и равномерном снижении содержания влаги в шпоне после ротационной резки или строгания, чтобы он мог соответствовать технологическим требованиям последующих процедур, таких как склеивание и облицовка, при этом сводя к минимуму такие проблемы, как коробление, растрескивание и деформация во время процесса сушки шпона.
|
Дисплей продукта |
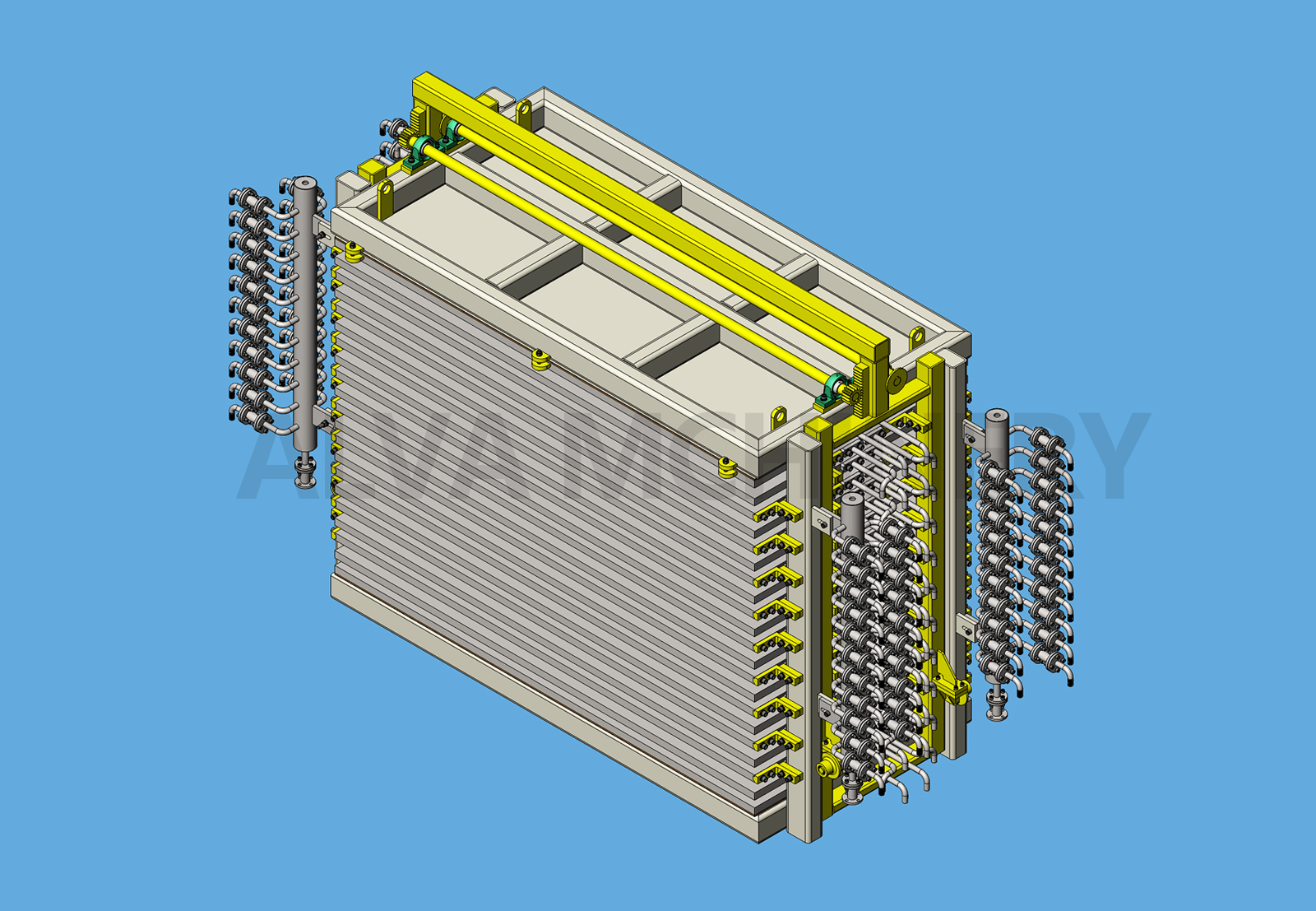
|
Параметр продукта |
| Параметры сушилки для шпона |
| Имя |
Параметр |
Примечания |
| Модель №. |
BY214X8/1-20-00 |
|
| Номинальное давление |
1000 кН |
|
| Направление подачи доски: Горизонтальное |
Горизонтальный |
|
| Количество слоев |
20 слоев |
|
| Межслойное расстояние |
10 мм |
|
| Количество пластин горячего пресса |
21 |
|
| Размер пластины |
1370×2700×42 мм |
Двойной вход и двойной выход, хромированная поверхность |
| Диаметр и количество гидравлических цилиндров |
Φ160X100 мм |
Гидравлический цилиндр высокого давления Heli |
| Власть |
5,5 кВт |
|
| Вес машины |
27 тонн |
|
| Габаритные размеры |
4200ммX1370ммX2500мм |
|
|
Принцип работы Кроу |
Это оборудование обеспечивает функцию сушки, основанную на двойном механизме контактной теплопроводности и формировании прессовальной пластины. Процесс работы следующий:
1. Кормление и позиционирование
Шпон, подлежащий сушке, аккуратно подается в зазор между многослойными пластинами горячего пресса с помощью системы транспортировки. Поверхность виниров должна быть ровной, чтобы морщины не влияли на эффект высыхания.
2. Сушка с помощью теплопроводности.
Плиты горячего пресса внутри оснащены теплопроводными масляными каналами или паровыми камерами, которые нагреваются до заданной температуры с помощью внешнего источника тепла. Тепло передается непосредственно внутрь шпона через контактную поверхность между горячими прессованными пластинами и шпоном, в результате чего влага внутри шпона быстро испаряется.
3. Контроль давления и формование.
Оборудование оснащено гидравлической или пневматической системой давления, которая обеспечивает постоянное низкое давление на горячие пластины пресса. Это давление гораздо ниже, чем у горячего пресса, и его цель – не склеивание, а фиксация формы шпона и предотвращение коробления или коробления в процессе испарения влаги.
4. Удаление и завершение обработки
влаги. Испаренный пар выводится через заранее установленные вентиляционные отверстия на поверхности горячих плит пресса или вентиляторы для удаления влаги, установленные сбоку от оборудования. Когда содержание влаги в шпоне падает до уровня, отвечающего технологическим стандартам, пластины горячего пресса отделяются, и шпон подается на следующий процесс с помощью системы разгрузки.
|
Состав структуры оборудования |
Сушилка шпона горячего прессования представляет собой интегрированное оборудование, состоящее в основном из следующих пяти основных модулей:
1. Система горячего прессования
Являясь основным компонентом оборудования, он состоит из нескольких параллельно расположенных металлических прессующих пластин. Пластины пресса чаще всего изготавливаются из жаростойкого чугуна или алюминиевого сплава, а их поверхность полируется для обеспечения равномерного контакта со шпоном. Количество слоев пресс-плиты определяется в соответствии с требованиями производственной мощности; больше слоев означает более высокую производительность обработки в единицу времени.
Модуль отопления и контроля температуры
Существует два основных метода нагрева: нагрев теплопроводным маслом и нагрев паром:
2. Нагрев теплопроводного масла : Теплопроводное масло нагревается в печи с теплопроводным маслом, а затем подается в каналы горячей прессовой плиты с помощью циркуляционного насоса. Этот метод отличается высокой точностью контроля температуры, при этом колебания температуры удерживаются в узком диапазоне.
3. Паровой нагрев : пар из котла подается в камеры горячего прессования, что обеспечивает высокую скорость нагрева и низкую стоимость, что подходит для малых и средних деревообрабатывающих предприятий.
Модуль оснащен интеллектуальным регулятором температуры, который может точно устанавливать и регулировать температуру в зависимости от материала и толщины виниров.
Модуль наддува и передачи
Он использует гидравлический или пневматический привод: гидравлический привод подходит для крупномасштабного многослойного оборудования со стабильным давлением; пневмопривод чаще всего используется для малогабаритного оборудования с гибкой эксплуатацией. Система передачи отвечает за управление скоростью открытия и закрытия, а также расстоянием между пластинами горячего пресса, чтобы обеспечить плавную подачу и выгрузку шпона.
4. Система транспортировки и позиционирования
Он включает в себя подающий конвейер, разгрузочный конвейер и устройство позиционирования шпона. Устройство позиционирования использует фотоэлектрические датчики или механические ограничители, чтобы обеспечить точное позиционирование шпона между горячими пластинами пресса, избегая неравномерной сушки, вызванной прогибом шпона.
5. Система удаления и контроля влаги
Система удаления влаги состоит из вытяжных вентиляторов и воздухопроницаемых трубопроводов, которые могут своевременно отводить испаренный пар и предотвращать влияние накопления влаги внутри оборудования на эффективность сушки. В системе управления используется программируемый логический контроллер ПЛК, который может задавать такие параметры, как температура сушки, давление и время, для реализации автоматической работы, а также оснащен функцией сигнализации о неисправности.






































