 |
Ապրանքի ներածություն |
ALVA տաք սեղմման երեսպատման չորանոցը հատուկ չորացման սարքավորում է, որը նախատեսված է փայտի մշակման ոլորտում բարակ փայտի երեսպատման համար: Այն հիմնականում կիրառվում է նրբատախտակի և դեկորատիվ վինիրների արտադրության գործընթացներում։ Դրա հիմնական գործառույթն է արագ և միատեսակ նվազեցնել վինիրների խոնավության պարունակությունը պտտվող կտրումից կամ կտրումից հետո, որպեսզի նրանք կարողանան բավարարել հետագա ընթացակարգերի պահանջները, ինչպիսիք են սոսնձումը և երեսպատումը, միաժամանակ նվազագույնի հասցնելով այնպիսի խնդիրները, ինչպիսիք են երեսպատումը, ճաքելը և դեֆորմացումը երեսպատման չորացման գործընթացում:
|
Ապրանքի ցուցադրում |
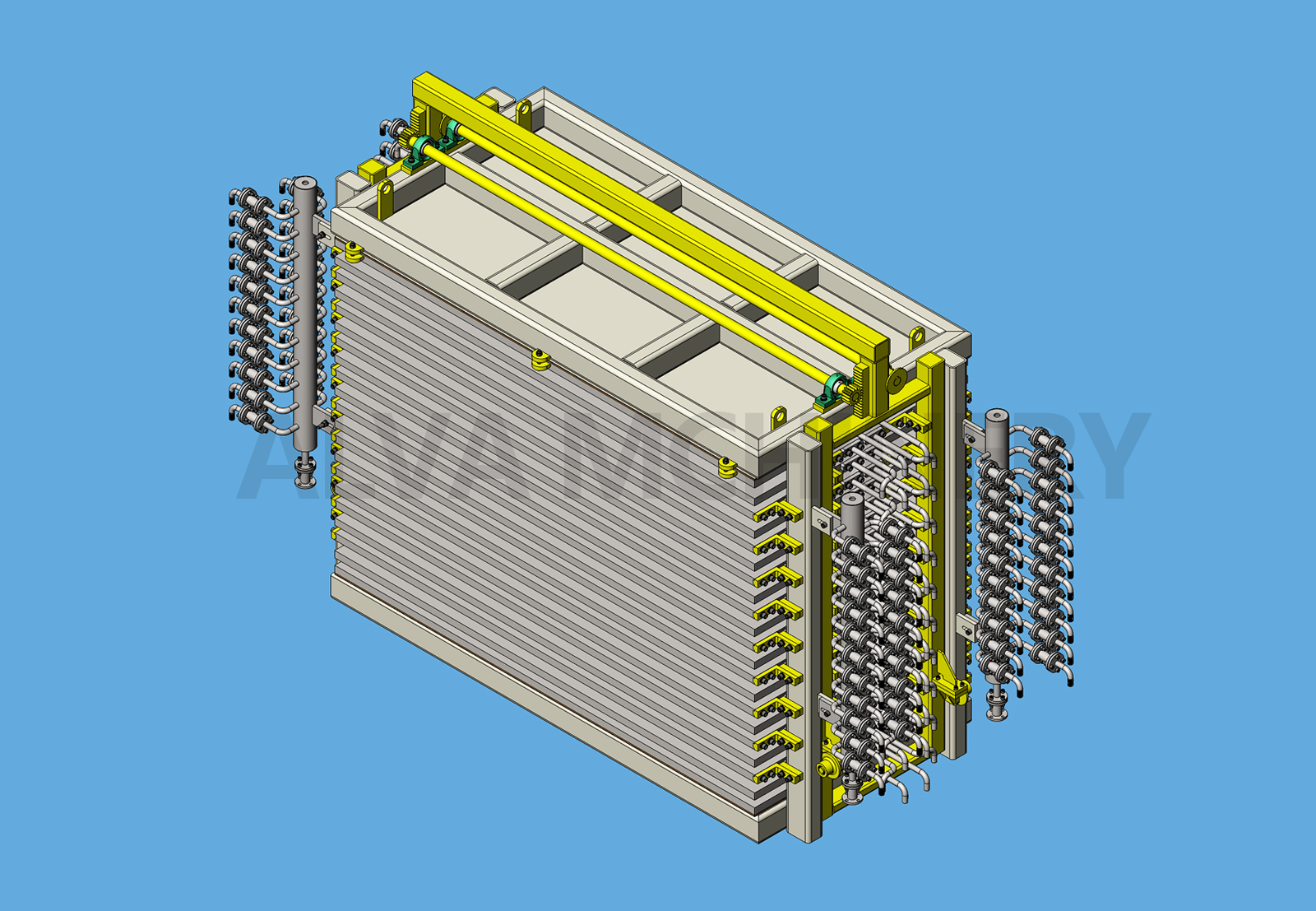
|
Ապրանքի պարամետր |
| Վինիրի չորանոցի պարամետրերը |
| Անուն |
Պարամետր |
Դիտողություններ |
| Մոդել No. |
BY214X8/1-20-00 |
|
| Անվանական ճնշում |
1000 KN |
|
| Տախտակի կերակրման ուղղությունը՝ հորիզոնական |
Հորիզոնական |
|
| Շերտերի քանակը |
20 շերտ |
|
| Միջշերտային տարածություն |
10 մմ |
|
| Տաք սեղմման ափսեների քանակը |
21 |
|
| Ափսեի չափ |
1370×2700×42 մմ |
Կրկնակի մուտք և կրկնակի ելք, քրոմապատ մակերես |
| Հիդրավլիկ բալոնի տրամագիծը և քանակը |
Φ160X100 մմ |
Heli բարձր ճնշման հիդրավլիկ բալոն |
| Իշխանություն |
5,5 կՎտ |
|
| Մեքենայի քաշը |
27 տոննա |
|
| Ընդհանուր չափերը |
4200 մմX1370 մմX2500 մմ |
|
|
Croe աշխատանքային սկզբունքը |
Այս սարքավորումը հասնում է չորացման ֆունկցիայի՝ հիմնվելով շփման ջերմահաղորդման և սեղմման ափսեի ձևավորման երկակի մեխանիզմների վրա: Աշխատանքային գործընթացը հետևյալն է.
1. Սնուցում և դիրքավորում
Չորացման ենթակա վինիրները փոխանցման համակարգի միջոցով ճշգրտորեն սնվում են բազմաշերտ տաք սեղմման թիթեղների միջև ընկած բացվածքի մեջ: Վինիրների մակերեսը պետք է հարթ պահվի, որպեսզի կնճիռները չազդեն չորացման ազդեցության վրա:
2. Ջերմային հաղորդման չորացում
Տաք մամլիչ թիթեղները ներսից հագեցված են ջերմահաղորդիչ նավթի ալիքներով կամ գոլորշու խցիկներով, որոնք ջեռուցվում են մինչև սահմանված ջերմաստիճանը արտաքին ջերմային աղբյուրի միջոցով: Ջերմությունը ուղղակիորեն փոխանցվում է վինիրների ինտերիեր տաք մամլիչ թիթեղների և վինիրների միջև շփման մակերևույթի միջոցով, ինչը հանգեցնում է վինիրների ներսում խոնավության արագ գոլորշիացման:
3. Ճնշման հսկողություն և ձևավորում
Սարքավորումը հագեցած է հիդրավլիկ կամ օդաճնշական ճնշման համակարգով, որը մշտական ցածր ճնշում է գործադրում տաք մամլիչ թիթեղների վրա: Այս ճնշումը շատ ավելի ցածր է, քան տաք մամլիչ մեքենայի ճնշումը, և դրա նպատակը ոչ թե սոսնձումն է, այլ երեսպատման ձևը շտկելը և խոնավության գոլորշիացման գործընթացում շեղվելը կամ ծռվելը կանխելը:
4. Խոնավության հեռացում և լրացում
Գոլորշիացված գոլորշին արտանետվում է տաք սեղմման թիթեղների մակերեսին կամ սարքավորման կողքին տեղադրված խոնավության արտանետվող օդափոխիչների միջոցով նախապես տեղադրված օդափոխիչի միջոցով: Երբ վինիրների խոնավության պարունակությունը իջնում է պրոցեսի ստանդարտներին համապատասխանելու համար, տաք սեղմման թիթեղները բաժանվում են, և վինիրները լիցքաթափման համակարգով տեղափոխվում են հաջորդ գործընթաց:
|
Սարքավորման կառուցվածքի կազմը |
Տաք սեղմման երեսպատման չորանոցը ինտեգրված սարքավորում է, որը հիմնականում բաղկացած է հետևյալ հինգ հիմնական մոդուլներից.
1. Hot Press Plate System
Որպես սարքավորման հիմնական բաղադրիչ, այն կազմված է մի քանի զուգահեռ դասավորված մետաղական մամլիչ թիթեղներից: Մամուլի թիթեղները հիմնականում պատրաստված են ջերմակայուն չուգունից կամ ալյումինի համաձուլվածքից, իսկ դրանց մակերեսները փայլեցված են՝ ապահովելու համար միատեսակ շփումը վինիրների հետ։ Մամուլի թիթեղների շերտերի քանակը նախագծված է արտադրական հզորությունների պահանջներին համապատասխան. ավելի շատ շերտեր նշանակում են ավելի բարձր մշակման հզորություն մեկ միավոր ժամանակում:
Ջեռուցման և ջերմաստիճանի վերահսկման մոդուլ
Գոյություն ունեն ջեռուցման երկու հիմնական եղանակ՝ ջերմահաղորդիչ յուղով ջեռուցում և գոլորշու ջեռուցում.
2. Ջերմահաղորդիչ յուղի ջեռուցում . Ջերմային հաղորդիչ յուղը ջեռուցվում է ջերմահաղորդիչ յուղի վառարանով և այնուհետև շրջանառվող պոմպի միջոցով մատակարարվում է տաք սեղմման ափսեի ալիքներին: Այս մեթոդը բնութագրվում է բարձր ջերմաստիճանի վերահսկման ճշգրտությամբ, ջերմաստիճանի տատանումները պահպանվում են նեղ միջակայքում:
3. Գոլորշի ջեռուցում . Կաթսայի գոլորշին ներմուծվում է տաք մամլիչ ափսեի խցիկներ, ինչը հնարավորություն է տալիս արագ ջեռուցման արագությամբ և ցածր գնով, ինչը հարմար է փոքր և միջին չափի փայտամշակման գործարանների համար:
Մոդուլը հագեցած է խելացի ջերմաստիճանի կարգավորիչով, որը կարող է ճշգրտորեն սահմանել և կարգավորել ջերմաստիճանը՝ ըստ երեսպատման նյութի և հաստության:
Ճնշման և փոխանցման մոդուլ
Այն ընդունում է հիդրավլիկ կամ օդաճնշական շարժիչ. հիդրավլիկ շարժիչը հարմար է կայուն ճնշմամբ լայնածավալ բազմաշերտ սարքավորումների համար; օդաճնշական շարժիչը հիմնականում օգտագործվում է ճկուն գործողությամբ փոքր չափի սարքավորումների համար: Հաղորդման համակարգը պատասխանատու է տաք սեղմման թիթեղների բացման և փակման արագության և տարածության վերահսկման համար՝ ապահովելու վինիրների սահուն սնուցումը և լիցքաթափումը:
4. Փոխադրման և դիրքավորման համակարգ
Այն ներառում է սնուցող փոխակրիչ, լիցքաթափող փոխակրիչ և երեսպատման դիրքավորման սարք: Դիրքորոշման սարքը օգտագործում է ֆոտոէլեկտրական սենսորներ կամ մեխանիկական սահմանափակիչներ՝ ապահովելու վինիրների ճշգրիտ դիրքավորումը տաք սեղմման թիթեղների միջև՝ խուսափելով երեսպատման շեղումից առաջացած անհավասար չորացումից:
5. Խոնավության հեռացման և վերահսկման համակարգ
Խոնավության հեռացման համակարգը բաղկացած է խոնավության արտանետվող օդափոխիչներից և օդաթափանց խողովակաշարերից, որոնք կարող են ժամանակին արտանետել գոլորշիացված գոլորշին և թույլ չտալ, որ սարքի ներսում խոնավության կուտակումը ազդի չորացման արդյունավետության վրա: Վերահսկիչ համակարգը ընդունում է PLC ծրագրավորվող տրամաբանական կարգավորիչ, որը կարող է նախադրել պարամետրեր, ինչպիսիք են չորացման ջերմաստիճանը, ճնշումը և ժամանակը, ավտոմատ շահագործումն իրականացնելու համար, ինչպես նաև հագեցած է անսարքության ահազանգման գործառույթով:









































































