 |
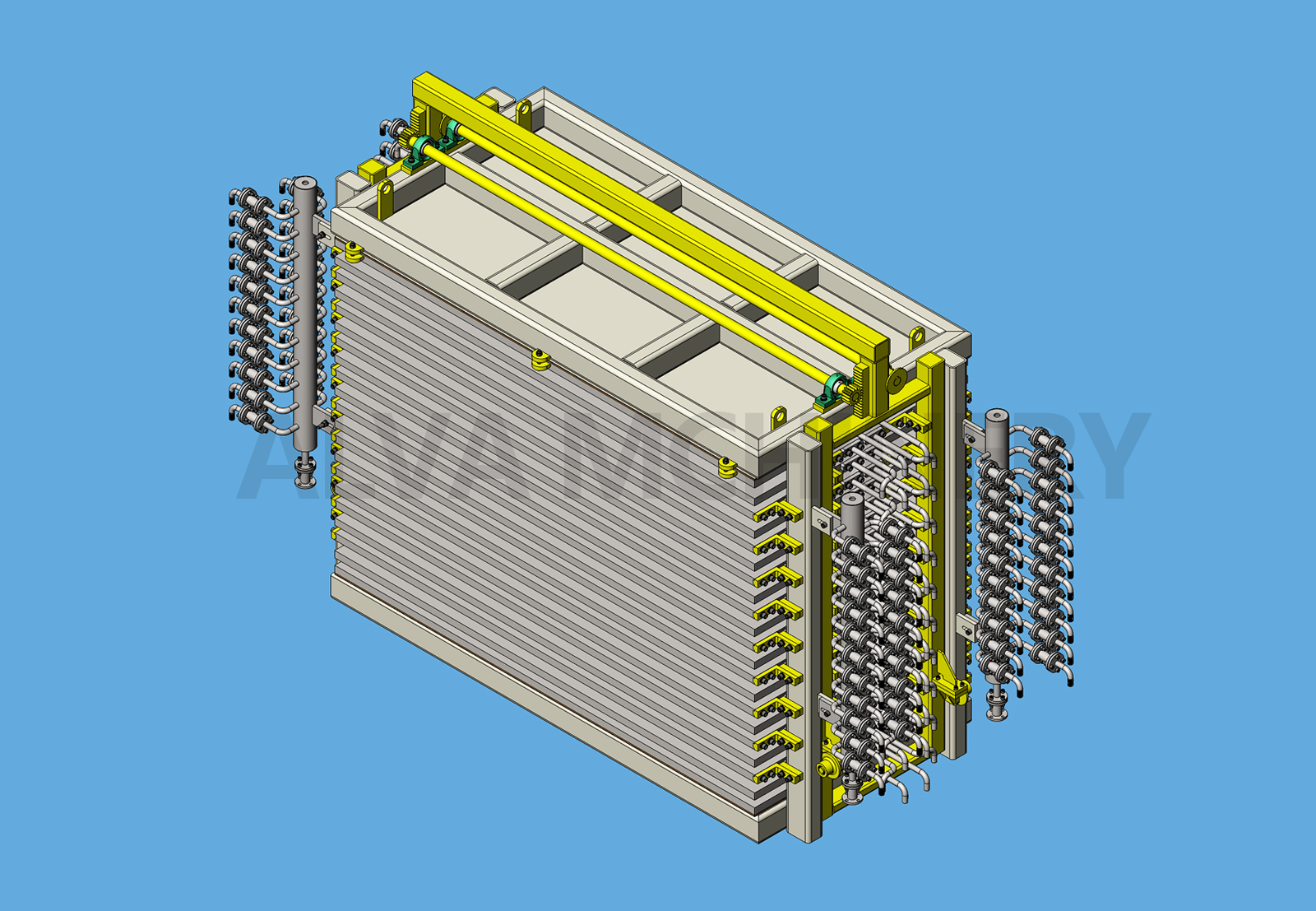
ထုတ်ကုန်မိတ်ဆက် |
ALVA ပူတင်း veneer လေမှုတ်စက်သည် သစ်သားပြုပြင်ခြင်းနယ်ပယ်ရှိ ပါးလွှာသော သစ်သားပြားများအတွက် ဒီဇိုင်းထုတ်ထားသော အထူးအခြောက်ခံကိရိယာတစ်ခုဖြစ်သည်။ အထပ်သားနှင့် အလှဆင် veneers များ၏ ထုတ်လုပ်မှု လုပ်ငန်းစဉ်များတွင် အဓိကအားဖြင့် ၎င်းကို အသုံးပြုသည်။ ၎င်း၏အဓိကလုပ်ဆောင်ချက်မှာ rotary ဖြတ်တောက်ခြင်း သို့မဟုတ် လှီးဖြတ်ပြီးနောက် veneer များ၏ အစိုဓာတ်ပါဝင်မှုကို လျင်မြန်စွာနှင့် ညီတူညီမျှ လျှော့ချရန်ဖြစ်ပြီး veneer အခြောက်ခံခြင်းလုပ်ငန်းစဉ်အတွင်း ကွဲထွက်ခြင်း၊ ကွဲအက်ခြင်းနှင့် ပုံပျက်ခြင်းကဲ့သို့သော နောက်ဆက်တွဲလုပ်ထုံးလုပ်နည်းများဖြစ်သည့် ကော်ကပ်ခြင်းနှင့် veneering ကဲ့သို့သော နောက်ဆက်တွဲလုပ်ထုံးလုပ်နည်းများ၏ လိုအပ်ချက်များကို ဖြည့်ဆည်းပေးနိုင်မည်ဖြစ်သည်။
|
ထုတ်ကုန်ပြသမှု |
|
ထုတ်ကုန် ကန့်သတ်ချက် |
| Veneer အခြောက်ခံစက် ကန့်သတ်ချက်များ |
| နာမည် |
ကန့်သတ်ချက် |
ပြီလေ။ |
| မော်ဒယ်နံပါတ် |
BY214X8/1-20-00 |
|
| Nominal Pressure |
1000 KN |
|
| ဘုတ်အစာကျွေးခြင်းလမ်းညွှန်- အလျားလိုက် |
အလျားလိုက် |
|
| အလွှာအရေအတွက် |
အလွှာ 20 |
|
| Interlayer Spacing |
10mm |
|
| Hot Press ပန်းကန်ပြားအရေအတွက် |
21 |
|
| ပန်းကန်အရွယ်အစား |
1370×2700×42mm |
နှစ်ထပ်ဝင်ပေါက်နှင့် ထွက်ပေါက်နှစ်ထပ်၊ Chrome ဖြင့်ပြုလုပ်ထားသော မျက်နှာပြင် |
| ဟိုက်ဒရောလစ်ဆလင်ဒါ အချင်းနှင့် အရေအတွက် |
Φ160X100mm |
Heli ဖိအားမြင့် ဟိုက်ဒရောလစ်ဆလင်ဒါ |
| ပါဝါ |
5.5KW |
|
| စက်အလေးချိန် |
၂၇ တန် |
|
| စုစုပေါင်း Dimensions |
4200mmX1370mmX2500mm |
|
|
Croe အလုပ်အခြေခံမူ |
ဤစက်ပစ္စည်းသည် အဆက်အသွယ် အပူကူးယူမှုနှင့် စာနယ်ဇင်းပန်းကန်ပုံသဏ္ဍာန်၏ နှစ်ထပ်ယန္တရားများအပေါ် အခြေခံ၍ အခြောက်ခံခြင်းလုပ်ငန်းကို ရရှိသည်။ လုပ်ငန်းဆောင်ရွက်ပုံမှာ အောက်ပါအတိုင်းဖြစ်သည်။
1.Feeding နှင့် Positioning
အခြောက်ခံမည့် Veneers များကို conveying system မှတဆင့် multi-layer hot press plates များကြား ကွာဟချက်တွင် တိကျစွာ ဖြည့်သွင်းပေးပါသည်။ အခြောက်ခံခြင်း အာနိသင်ကို ထိခိုက်ခြင်းမှ ကာကွယ်ရန် veneers ၏ မျက်နှာပြင်သည် ညီညာနေရပါမည်။
2.Heat Conduction အခြောက်ခံခြင်း
ပူသော စာနယ်ဇင်းပန်းကန်ပြားများသည် ပြင်ပအပူအရင်းအမြစ်မှ ကြိုတင်သတ်မှတ်ထားသော အပူချိန်ဖြင့် အပူပေးသော အပူပေးသောဆီလိုင်းများ သို့မဟုတ် ရေနွေးငွေ့ခန်းများ ဖြင့် အတွင်းပိုင်းတွင် တပ်ဆင်ထားပါသည်။ အပူသည် veneers အတွင်းပိုင်းရှိ အစိုဓာတ်ကို လျင်မြန်စွာ အငွေ့ပျံသွားစေရန် ပူသော ဖိပြားများနှင့် veneers များကြား ထိတွေ့မျက်နှာပြင်မှတဆင့် veneers အတွင်းပိုင်းသို့ တိုက်ရိုက် လွှဲပြောင်းပေးပါသည်။
3.Pressure Control and Shaping
စက်ပစ္စည်းများသည် ပူပြင်းသော ဖိပြားများကို အဆက်မပြတ်နိမ့်သော ဖိအားကို သက်ရောက်စေသည့် ဟိုက်ဒရောလစ် သို့မဟုတ် အနုမြူဖိအားစနစ် တပ်ဆင်ထားပါသည်။ ဤဖိအားသည် အပူဖိစက်ထက် များစွာနိမ့်ကျပြီး ၎င်း၏ ရည်ရွယ်ချက်မှာ ကော်ကပ်ရန်အတွက်မဟုတ်ဘဲ အစိုဓာတ်ငွေ့ငွေ့ပျံခြင်း လုပ်ငန်းစဉ်အတွင်း ကွဲထွက်ခြင်း သို့မဟုတ် တင်းနေခြင်းမှ ကာကွယ်ရန် ဖြစ်သည်။
4. အစိုဓာတ်ကို ဖယ်ရှားခြင်းနှင့် ပြီးစီးခြင်း
ကိရိယာ၏ဘေးတွင် တပ်ဆင်ထားသော အစိုဓာတ်အိတ်ဇောများ သို့မဟုတ် ကိရိယာ၏ဘေးဘက်ရှိ အစိုဓာတ်အိတ်ဇောများ ၏ မျက်နှာပြင်ရှိ ကြိုတင်သတ်မှတ်ထားသော လေဝင်ပေါက်များမှ အငွေ့ထွက်သည်။ Veneers များ၏ အစိုဓာတ်ပါဝင်မှုသည် လုပ်ငန်းစဉ်စံနှုန်းများနှင့်ပြည့်မီရန် ကျဆင်းသွားသောအခါ၊ ပူတင်းအပြားများကို သီးခြားခွဲထုတ်ပြီး veneers များကို discharge စနစ်ဖြင့် နောက်လုပ်ငန်းစဉ်သို့ ပို့ဆောင်ပေးပါသည်။
|
Equipment Structure Composition ၊ |
ပူသော-ဖိခြင်း Veneer လေမှုတ်စက်သည် အဓိကအားဖြင့် အောက်ဖော်ပြပါ core modules ငါးခုပါ၀င်သော ပေါင်းစပ်ကိရိယာတစ်ခုဖြစ်သည်။
1.Hot Press Plate စနစ်
စက်ပစ္စည်း၏ အဓိကအစိတ်အပိုင်းအနေဖြင့် ၎င်းကို အပြိုင်စီစဉ်ထားသော သတ္တုဖိပြားများစွာဖြင့် ဖွဲ့စည်းထားသည်။ စာနယ်ဇင်းပြားများကို အများအားဖြင့် အပူဒဏ်ခံနိုင်သော သွန်းသံ သို့မဟုတ် အလူမီနီယံအလွိုင်းဖြင့် ပြုလုပ်ထားပြီး မျက်နှာပြင်များကို veneers များနှင့် တစ်ပြေးညီ ထိတွေ့မှုရှိစေရန်အတွက် ၎င်းတို့၏ မျက်နှာပြင်များကို ပွတ်ပေးပါသည်။ စာနယ်ဇင်းပန်းကန်အလွှာများ၏ အရေအတွက်ကို ထုတ်လုပ်မှုစွမ်းရည်လိုအပ်ချက်အရ ဒီဇိုင်းထုတ်ထားသည်။ အလွှာများ ဆိုသည်မှာ တစ်ယူနစ်အချိန်တိုင်းတွင် ပိုမိုမြင့်မားသော လုပ်ဆောင်နိုင်စွမ်းကို ဆိုလိုသည်။
အပူနှင့် အပူချိန် ထိန်းချုပ်မှု မော်ဂျူး
ပင်မအပူပေးသည့်နည်းလမ်း နှစ်ခုရှိသည်- အပူပေးသောဆီအပူပေးခြင်းနှင့် ရေနွေးငွေ့အပူပေးခြင်း။
2.Heat-conducting oil heating : အပူသယ်ဆောင်သောဆီအား အပူပေးထားသောဆီမီးဖိုမှအပူပေးပြီးနောက် လည်ပတ်နေသောစုပ်စက်ဖြင့်ပူပြင်းသောစာနယ်ဇင်းပန်းကန်လိုင်းများသို့ပေးပို့သည်။ ဤနည်းလမ်းသည် ကျဉ်းမြောင်းသော အကွာအဝေးအတွင်း အပူချိန် အတက်အကျကို ထိန်းထားခြင်းဖြင့် မြင့်မားသော အပူချိန် ထိန်းချုပ်မှု တိကျမှု ပါဝင်သည်။
3.Steam အပူပေးခြင်း : ဘွိုင်လာရေနွေးငွေ့ကို စာနယ်ဇင်းပန်းကန်ခန်းများထဲသို့ ထည့်ပြီး လျှင်မြန်သော အပူပေးနှုန်းနှင့် ကုန်ကျစရိတ်သက်သာသော၊ ၎င်းသည် အသေးစားနှင့် အလတ်စား သစ်သားပြုပြင်သည့် စက်ရုံများအတွက် သင့်လျော်သည်။
အဆိုပါ module တွင် veneers များ၏ ပစ္စည်းနှင့် အထူအလိုက် အပူချိန်ကို တိကျစွာ သတ်မှတ်ပြီး ချိန်ညှိပေးနိုင်သည့် အသိဉာဏ်ရှိသော အပူချိန်ထိန်းကိရိယာတစ်ခု တပ်ဆင်ထားပါသည်။
Pressurization နှင့် Transmission Module
၎င်းသည် ဟိုက်ဒရောလစ် သို့မဟုတ် အမှုန်အမွှားဒရိုက်ကို လက်ခံသည်- ဟိုက်ဒရောလစ်ဒရိုက်သည် တည်ငြိမ်သောဖိအားရှိသော အကြီးစား အလွှာပေါင်းစုံ စက်ကိရိယာများအတွက် သင့်လျော်သည်။ pneumatic drive ကို အများအားဖြင့် လိုက်လျောညီထွေ လည်ပတ်နိုင်သော အသေးစားစက်ကိရိယာများအတွက် အသုံးပြုသည်။ ဂီယာစနစ်သည် အဖွင့်အပိတ်အမြန်နှုန်းနှင့် အကွာအဝေးကို ထိန်းချုပ်ရန် တာဝန်ရှိပါသည်။
4.Conveying and Positioning စနစ်
၎င်းတွင် feeding conveyor belt၊ discharge conveyor belt နှင့် veneer positioning device တို့ ပါဝင်သည်။ တည်နေရာပြကိရိယာသည် အပူခံပြားများကြားရှိ veneer များကို တိကျသောနေရာချထားမှုကိုသေချာစေရန်အတွက် photoelectric sensors သို့မဟုတ် mechanical limiters ကိုအသုံးပြုပြီး veneer deflection ကြောင့်မညီညာသောခြောက်သွေ့မှုကိုရှောင်ရှားပါ။
5.Moisture Removal and Control စနစ်
အစိုဓာတ်ကို ဖယ်ရှားသည့်စနစ်တွင် အစိုဓာတ်ရှိ အိတ်ဇောပန်ကာများနှင့် လေဝင်လေထွက်ကောင်းသော ပိုက်လိုင်းများဖြင့် ဖွဲ့စည်းထားပြီး အငွေ့ပျံသော ရေနွေးငွေ့များကို အချိန်နှင့်တစ်ပြေးညီ စွန့်ထုတ်နိုင်ပြီး ခြောက်သွေ့မှုထိရောက်မှု မထိခိုက်စေရန် စက်ပစ္စည်းအတွင်းမှ အစိုဓာတ်စုဆောင်းမှုကို တားဆီးပေးသည်။ ထိန်းချုပ်မှုစနစ်သည် အလိုအလျောက်လုပ်ဆောင်မှုကို သိရှိနိုင်ရန် အခြောက်ခံသည့်အပူချိန်၊ ဖိအားနှင့် အချိန်ကဲ့သို့သော ကန့်သတ်ချက်များကို ကြိုတင်သတ်မှတ်ပေးနိုင်သည့် PLC ပရိုဂရမ်မီနိုင်သော လော့ဂျစ်ထိန်းချုပ်ကိရိယာကို လက်ခံရရှိပြီး အမှားအယွင်းအချက်ပေးစနစ်လည်း တပ်ဆင်ထားသည်။









































































