 |
製品紹介 |
ALVA OSBベニヤ剥離機は、配向ストランドボード(OSB)の生産プロセスの中核となる重要な設備です。木材原料の洗練され標準化された回転切断に使用されます。 OSB 製造プロセス用に特別に設計されたこの装置の技術パラメータと操作メカニズムは、木材原料の加工とその後のボード成形の中心的な要件に一致しています。
OSB ロータリーカッターの中核機能は木材原料の処理であり、丸太、木材部分、再構成木材ブランクなどの対象物を処理します。この装置は、ナイフセットと供給システムの連携動作により、上記の原材料を均一な厚さと制御可能な長さの木材ストランドに回転切断することができます。このようなストランドは OSB 製造の基本的な原料であり、その仕様の精度は後続のプロセスの加工品質と効率に直接関係します。
OSBロータリーカッターで加工されたストランドは直接ストランド乾燥工程に送られ、均一な形状の加工物が得られます。乾燥したストランドは接着剤の塗布プロセスに入り、規則的な原料形状により接着剤の接着の安定性が保証されます。接着剤の塗布後、ストランドは配向舗装プロセスに入り、均一な物理パラメータが舗装密度の一貫性をサポートします。最後に、ホットプレス成形プロセスでは、基板の物理的特性が規格を満たすことを保証するための前提条件として、規格を満たすストランドが必要となります。
OSB 生産の重要な前提設備である OSB ロータリーカッターの動作安定性と加工精度は、生産ライン全体の生産能力と、最終的な OSB ボードの強度、密度、平坦度などの主要な指標に直接影響します。 OSBの大量生産には欠かせないプロセス装置です。
|
製品の展示 |
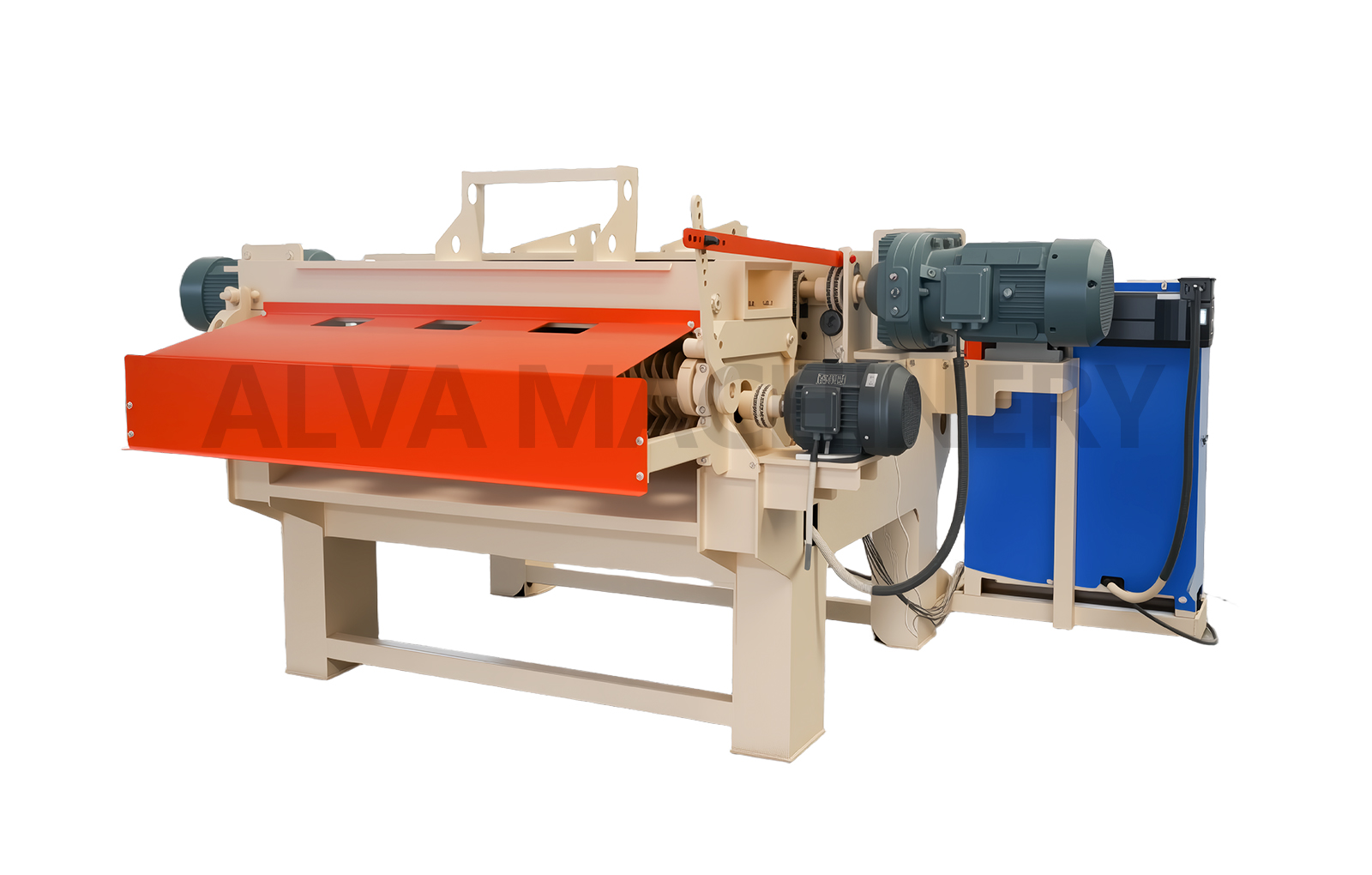
|
製品のワークフロー |

|
製品パラメータ |
| 指定 | ユニット | 引数 |
| ログ処理の次元 | mm | 500*1400mm |
| ロータリーカッターのサイズ | mm | 1500*180*16mm |
| シリンダーの直径 | mm | 180mm |
| 線速度 | メートル/分 | 50m/分 |
| 基準出力 | m³/日 | 120m³/日 |
| 油圧システムの動力 | キロワット | 5.5kw |
| シングルローラーパワー | キロワット | 1-11kw |
| シングルロール減速機 | 350 | |
| ダブルローラーパワー | キロワット | 1*11kw |
| ダブルロール減速機 | 350 | |
| 製品寸法 | mm | 4000*2200*1800mm |
| 重さ | kg | 4000kg |
| コメント | 悪化の幅を広げる | |
| 総電力 | キロワット | 27.5kw |
|
製品の利点 |

この装置はデュアルローラーフィード+調整可能なロータリーカットギャップ設計を採用しています。丸太全体だけでなく、継ぎ合わせた残材から作られた再構成木材ブランクも処理できます。濡れた木材でも堅い木材でも、フィードローラーの滑り止め加工により安定した材料のグリップが保証され、ロータリーカッティングナイフセットは原材料の硬さに合わせて切断圧力を自動的に調整します。これにより、材料詰まりやナイフ欠けなどの問題が解消され、加工工場では単一種類の原料に限定されることなく、多様な木材資源を柔軟に活用することが可能になります。

産業グレードの三相非同期モーターが搭載されており、強力な出力を提供し、さまざまな生産能力のニーズに適応します。また、インテリジェントな過負荷保護装置も備えています。原材料が硬すぎる場合、または供給が滞った場合、モーターは自動的に緩衝作用を発揮します。これにより、モーターの損傷が防止され、装置のトランスミッションコンポーネントが保護されます。この電源システムは、優れた連続無故障運転時間を誇り、通常のモーターに比べてメンテナンス間隔が長く、生産ラインのダウンタイムロスを大幅に削減します。
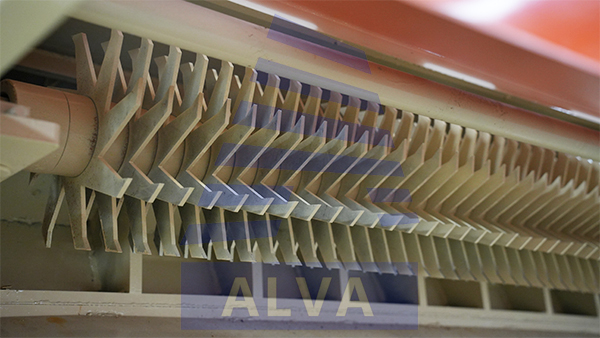
このナイフセットは超硬合金コーティングされた刃先を使用しており、通常のナイフよりも耐久性があります。一方、ナイフセットのスパイラル配置設計により、切断力がより均一になり、連続切断が可能になり、従来の平ナイフ構造よりもストランドの生産効率が高くなります。ナイフのクイックリリース設計と組み合わせることで、ブレードの交換にかかる時間が短縮され、装置の非稼働時間がさらに短縮され、生産ラインが最小限のダウンタイムで高生産量を達成して効率的に稼働できるようになります。

このロータリーカッターで製造されるストランドは、均一な太さ、一定の寸法を持ち、化粧板用の細いストランドから構造板用の幅広のストランドまで、OSB板の仕様に応じて形状を柔軟に調整でき、正確に切断できます。これらの規則的なストランドは、後続の舗装プロセス中により均一に分布します。これにより、ボード内の局所的な密度の不均一が回避されるだけでなく、ホットプレス後のボードの表面の平坦性も向上し、その後のサンディングプロセスに必要な消耗品と作業時間が直接削減されます。








































































