
|












| Саны: | |
|---|---|

 |
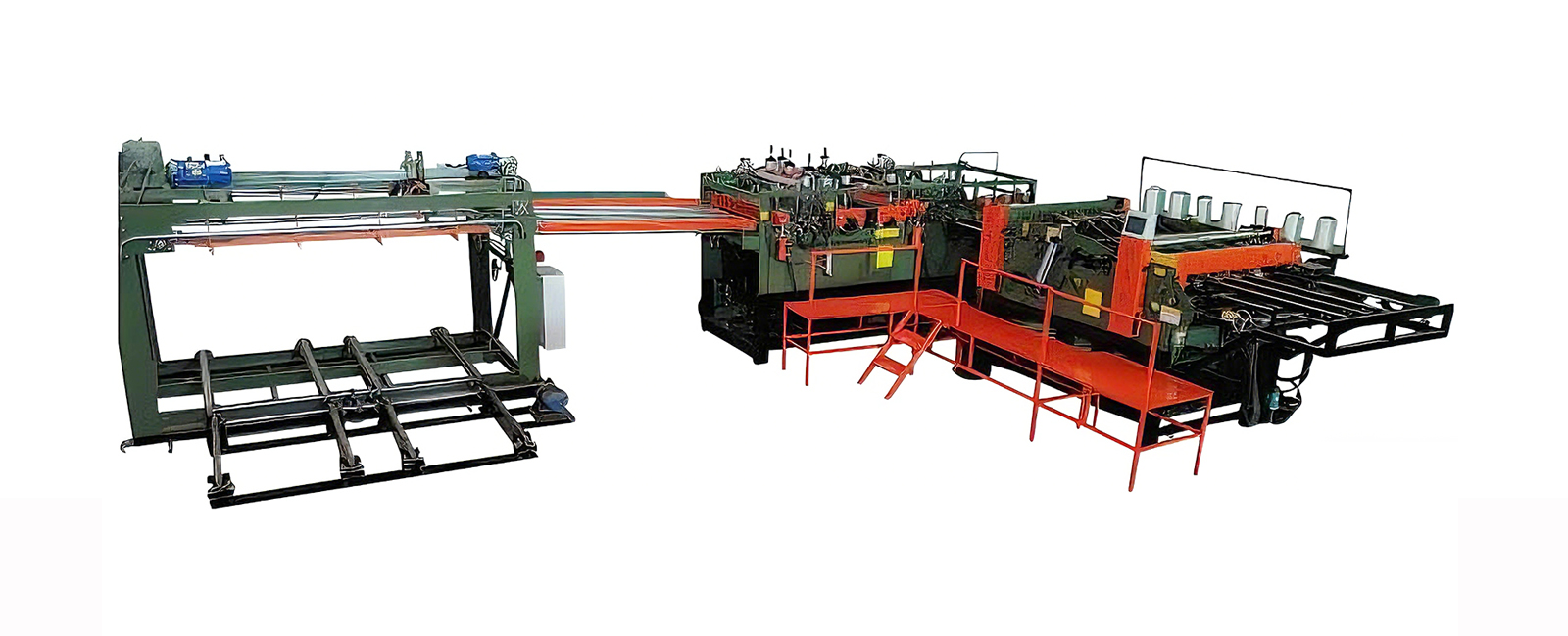
Өніммен таныстыру |
Тік фанер тақтасын біріктіру машинасы тік фанерді біріктіру процесіне негізгі назар аудара отырып, кең ауқымды фанера өндірісінің сценарийлері үшін арнайы әзірленген. Ол шпондардың табиғи түйір бағыты бойынша (яғни, тік өлшем) қысқа кесілген шпондарды дәл және тиімді түрде біріктіреді.
Өндіріс процесінде шашыраңқы сипаттамалармен және жеткіліксіз ұзындықпен сипатталатын қысқа пішімдегі фанер өзек шпондары мен бет шпондарын нысанаға ала отырып, құрылғы автоматтандырылған жиектерді туралауды, дәл желімдеу мен жоғары қысыммен байланыстыруды біртұтас процеске біріктіреді. Бұл осы материалдарды біркелкі ұзындығы және сәйкес өлшемдері бар ұзын форматты тақталарға тұрақты біріктіруге мүмкіндік береді, қысқа кесілген шпондарды пайдалану жылдамдығының төмендігі және қолмен біріктірудің төмен тиімділігі сияқты саланың ауыр мәселелерін түбегейлі шешуге мүмкіндік береді.
Қолдану мүмкіндіктерінің кең спектрімен мақтана отырып, машина әртүрлі фанера бұйымдарының автоматтандырылған өндірістік желісінің талаптарына толығымен сәйкес келеді, соның ішінде үш қабатты тақталар, көп қабатты фанера, LVL (Ламинтелген шпон ағаш), қатты ағаш еден төсеніштері, құрылыс инженерлік пленкамен қапталған фанера және контейнерге арналған фанер. Ол шпонды аршу және кептіру сияқты жоғары ағынды процестермен байланыстырып қана қоймайды, сонымен қатар престеу, тегістеу және кесу сияқты төменгі процестер үшін стандартталған субстраттармен қамтамасыз етеді. Біріктірілген фанера өндірісіндегі негізгі жабдықтың бірі ретінде ол қысқа мерзімді материалдардың ресурстарын пайдалануды жеңілдетеді, өндіріс тиімділігін арттырады және өнімдердің өлшемдік консистенциясын қамтамасыз етеді, осылайша кәсіпорындардың ауқымды және стандартталған өндірісіне берік техникалық қолдау көрсетеді.
|
Өнімді көрсету |
|
Өнім процесі |
Бұл кезең шикізат пен жабдықтың 3 негізгі буынды қамтитын стандарттарға сәйкестігін қамтамасыз етеді:
Пиллинг және кептіру процестерінен өткен негізгі шпондарды/бет шпондарын таңдаңыз. Ылғалдылықты 8%-12% және қалыңдығының ауытқуын ±0,2 мм шегінде бақылаңыз. Түйіндер мен жарықтар сияқты ақауларды жойыңыз және біріктіру ақауларын болдырмау үшін қысқа кесілген шпондарды ұзындығы бойынша жіктеңіз (ең аз ұзындығы ≥ 300мм).
Параметрлерді тақта өлшеміне, шпон материалына және желім түріне қарай PLC арқылы орнатыңыз: ① Біріктіру жылдамдығы: 30-35 м/мин (жұмсақ ағаштар үшін жоғарыраққа реттеледі); ② Желім қолдану мөлшері: 150-200г/㎡; ③ Тік қысым: 40-50T, бүйірлік қысым: 70-75T; ④ Бекітілген ұзындықтағы кесу қатесі: ±0,5 мм ішінде. Жабдықтың тұрақты жұмысын қамтамасыз ету үшін сервожүйені, фотоэлектрлік позицияны және қауіпсіздік компоненттерін тексеріңіз.
Желімдер мен көмекші материалдарды дайындаңыз: PUR ыстық балқыма желімін 120-150℃ дейін қыздырыңыз және тұрақты температураны ұстаңыз; арқанды біріктіру процесі үшін біріктіру арқанын алдын ала орнатыңыз және біркелкі болу үшін кернеуді реттеңіз. Материалды қабылдайтын сөрелер сияқты көмекші құралдарды дайындаңыз және жабдықтың беру және түсіру порттарындағы қоқыстарды тазалаңыз.
Жабдық қысқа кесілген шпондарды тік біріктіруді автоматты түрде аяқтайды, соның ішінде қатарынан 5 процесс:
Қысқа кесілген шпондар конвейер лентасы арқылы беріледі. Фотоэлектрлік сенсорлар шпондарды анықтайды және орналастырады, ал серво механизмі шпон дәнінің тік бағытта біркелкі болуын қамтамасыз ету үшін оларды дәл туралайды. Көрші фанерлердің түйіспелі түйісу қателігі ±0,3 мм шегінде болады, бұл жиектердің туралануын және қабаттасуды болдырмайды.
Шпондар желімдеу станциясына түседі, онда желім илемдеу немесе бүрку арқылы қолданылады (желім қабаты шпонның қалыңдығын толығымен жабады). Жоғары деңгейлі жабдық бұрауларды кетіру және жабысу дәрежесін жақсарту үшін біріктіретін соңғы беттерді жылтыратады.
Желімделген шпондар екі жақты қысым (40-50Т тік қысым, 70-75Т бүйір қысым) түсірілетін және 5-8 секунд ұсталатын престеу механизміне енеді. Артық желім бағыттаушы ойық арқылы шығарылады. Арқанды біріктіру процесі үшін қосылыстың созылу беріктігін арттыру үшін біріктіруші арқан бір уақытта енгізіледі және бекітіледі.
Жабдық толық ені ұзын тақталарды қалыптастыру үшін шпондарды үздіксіз береді және біріктіреді. Фотоэлектрлік жүйе нақты уақыт режимінде дәлдікті бақылайды, ал PLC бүкіл тақтаның түзу қателігі 0,8 мм/м шегінде болуын қамтамасыз ету үшін параметрлерді динамикалық түрде реттейді.
Тақта белгіленген ұзындыққа жеткенде, кіріктірілген ара дискі/кескіш дәл кесуді орындайды (қабырғасыз кесу бетімен). Тақта разрядтық конвейер лентасы арқылы бөлініп, келесі процеске өтеді.
Бұл кезең дайын өнім сапасын қамтамасыз етеді және 3 негізгі қадамды қамтитын келесі процестермен байланыстырады:
Кесілген тақталар жабысқақ қабаттың толық қатаюын қамтамасыз ету үшін салқындатқыш конвейер лентасында немесе статикалық аймақта бөлме температурасына дейін салқындатылады (ыстық балқытылған желім үшін 10-15 минут қажет). Деформацияны болдырмау үшін салқындату кезінде қабаттасудан және қысудан аулақ болыңыз.
Негізгі сапаны тексеру көрсеткіштері: ① Желім қосындысы: саңылаулар жоқ, желім толып кетпейді, крекинг жоқ, ені ≤ 0,2 мм; ② Өлшемдік қате: талаптарға сәйкес, тегістік ≤ 0,7 мм; ③ Бетінің сапасы: зақым жоқ, дәйекті дән. Кішігірім ақаулар дереу өңделеді, ал елеулі ақаулар белгіленіп, қайта өңдеуге қайтарылады.
Білікті тақталар спецификация бойынша қабаттастырылған (қабат биіктігі ≤ 1,5 м) және жақсы желдетілетін және құрғақ ортада сақталады. Дайын фанер өндіру кезеңіне өту үшін олар өндіріс жоспарына сәйкес престеу және тегістеу сияқты келесі процестерге ауыстырылады.
Өндірістік тапсырма аяқталғаннан кейін жабдықты қуат көзі мен желім тізбегі жүйесін өшіріп, желім мен қоқыстың қалдықтарын тазалаңыз. Аралау дискілері мен желім роликтері сияқты осал бөлшектерді тексеріп, қажетінше ауыстырыңыз немесе майлаңыз. Кейінгі өндірісті оңтайландыру үшін шығару және біліктілік деңгейі сияқты өндіріс деректерін жазып алыңыз.





















































