
|












| Количество: | |
|---|---|

 |
Введение продукта |
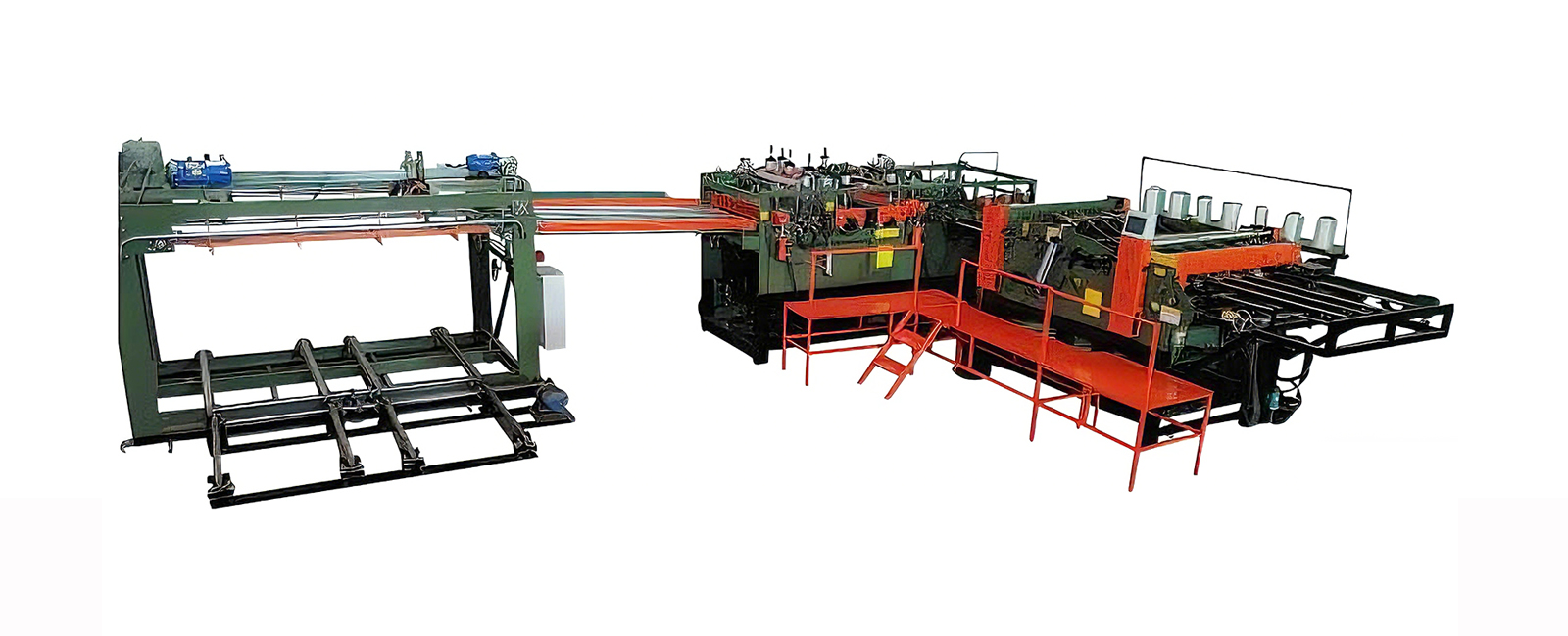
Вертикальный станок для сращивания фанерных плит специально разработан для крупномасштабного производства фанеры с упором на процесс вертикального соединения шпона. Он точно и эффективно соединяет короткообрезанные виниры вдоль естественного направления волокон шпона (т.е. по вертикали).
Ориентируясь на сердечниковую и лицевую облицовку фанеры короткого формата, характеризующуюся разрозненными характеристиками и недостаточной длиной, получаемую в процессе производства, машина объединяет автоматическое выравнивание кромок, точную склейку и склеивание под высоким давлением в единый процесс. Это обеспечивает стабильное соединение этих материалов в длинные плиты одинаковой длины и соответствующих размеров, что принципиально решает проблемы отрасли, связанные с низким коэффициентом использования короткообрезанного шпона и низкой эффективностью ручного соединения.
Обладая широким спектром применения, машина полностью совместима с требованиями автоматизированных производственных линий различных фанерных изделий, включая трехслойные плиты, многослойную фанеру, LVL (ламинированный шпон), подложки для полов из массивной древесины, облицовочную фанеру для строительной техники и фанеру для контейнеров. Он не только связан с предварительными процессами, такими как лущение и сушка шпона, но также обеспечивает стандартизированные основы для последующих процессов, таких как прессование, шлифовка и резка. Являясь одним из основных ключевых устройств интегрированной линии по производству фанеры, он облегчает использование ресурсов короткорезаных материалов, повышает эффективность производства и обеспечивает постоянство размеров продукции, тем самым обеспечивая надежную техническую поддержку для крупномасштабного и стандартизированного производства предприятий.
|
Дисплей продукта |
|
Процесс продукта |
На этом этапе обеспечивается соответствие сырья и оборудования стандартам, охватывающим 3 основных звена:
Выбирайте базовые/лицевые виниры, прошедшие процессы шелушения и сушки. Контролируйте содержание влаги на уровне 8–12% и отклонение толщины в пределах ± 0,2 мм. Устраните дефекты, такие как сучки и трещины, и классифицируйте короткообрезанный шпон по длине (минимальная длина ≥ 300 мм), чтобы избежать нарушений соединения.
Установите параметры с помощью ПЛК в зависимости от размера плиты, материала шпона и типа клея: ① Скорость соединения: 30-35 м/мин (для мягкой древесины можно регулировать более высокую скорость); ② Расход клея: 150-200 г/м2; ③ Вертикальное давление: 40-50Т, боковое давление: 70-75Т; ④ Погрешность резки фиксированной длины: в пределах ±0,5 мм. Осмотрите сервосистему, фотоэлектрическое позиционирование и компоненты безопасности, чтобы обеспечить стабильную работу оборудования.
Подготовьте клеи и вспомогательные материалы: Разогрейте термоклей PUR до 120-150 ℃ и поддерживайте постоянную температуру; Для процесса соединения каната предварительно установите соединительный канат и отрегулируйте натяжение, чтобы оно было равномерным. Подготовьте вспомогательные инструменты, такие как стеллажи для приема материала, и очистите от мусора порты подачи и разгрузки оборудования.
Оборудование автоматически выполняет вертикальное соединение короткообрезных шпонов, включающее 5 последовательных процессов:
Короткообрезанный шпон подается по конвейерной ленте. Фотоэлектрические датчики обнаруживают и позиционируют шпон, а сервомеханизм точно выравнивает их, чтобы обеспечить однородность текстуры шпона в вертикальном направлении. Погрешность стыкового соединения соседних шпонов находится в пределах ±0,3 мм, что исключает перекос и перекрытие кромок.
Шпон поступает на станцию склеивания, где клей наносится валиком или распылением (слой клея полностью покрывает толщину шпона). Высококлассное оборудование позволяет полировать соединяемые торцевые поверхности для удаления заусенцев и улучшения степени склеивания.
Клееные виниры поступают в пресс-механизм, где применяется двунаправленное давление (вертикальное давление 40-50Т, боковое давление 70-75Т) и поддерживается в течение 5-8 секунд. Избыток клея выводится через направляющую канавку. В процессе соединения канатов соединительный канат вставляется и фиксируется одновременно для повышения прочности соединения на растяжение.
Оборудование непрерывно подает и соединяет шпон, образуя длинные доски полной ширины. Фотоэлектрическая система контролирует точность в режиме реального времени, а ПЛК динамически регулирует параметры, чтобы гарантировать, что погрешность прямолинейности всей платы находится в пределах 0,8 мм/м.
Когда доска достигает заданной длины, встроенная пила/резак выполняет точную резку (с поверхностью среза без заусенцев). Доска отделяется через разгрузочный конвейер и поступает на следующий процесс.
Этот этап обеспечивает качество готовой продукции и связан с последующими процессами, охватывая 3 ключевых этапа:
Обрезные доски охлаждаются до комнатной температуры на охлаждающем конвейере или в статической зоне (для термоклея требуется 10-15 минут) для обеспечения полного отверждения клеевого слоя. Избегайте штабелирования и сжатия во время охлаждения, чтобы предотвратить деформацию.
Основные показатели проверки качества: ① Клеевой шов: без зазоров, без перелива клея, без растрескивания, ширина ≤ 0,2 мм; ② Погрешность размеров: в соответствии с требованиями, плоскостность ≤ 0,7 мм; ③ Качество поверхности: отсутствие повреждений, равномерная текстура. Незначительные дефекты должны устраняться незамедлительно, а серьезные дефекты должны быть отмечены и возвращены на переработку.
Соответствующие платы укладываются в стопки в соответствии со спецификацией (высота штабеля ≤ 1,5 м) и хранятся в хорошо вентилируемом и сухом помещении. Они передаются на последующие процессы, такие как прессование и шлифование, в соответствии с производственным планом, чтобы перейти на стадию производства готовой фанеры.
После выполнения производственного задания отключите питание оборудования и систему клеевой цепи, а также очистите остатки клея и мусор. Осмотрите уязвимые детали, такие как пильные полотна и клеевые ролики, и при необходимости замените или смажьте их. Записывайте производственные данные, такие как производительность и уровень квалификации, для последующей оптимизации производства.





















































