
|












| Количина: | |
|---|---|

 |
Увођење производа |
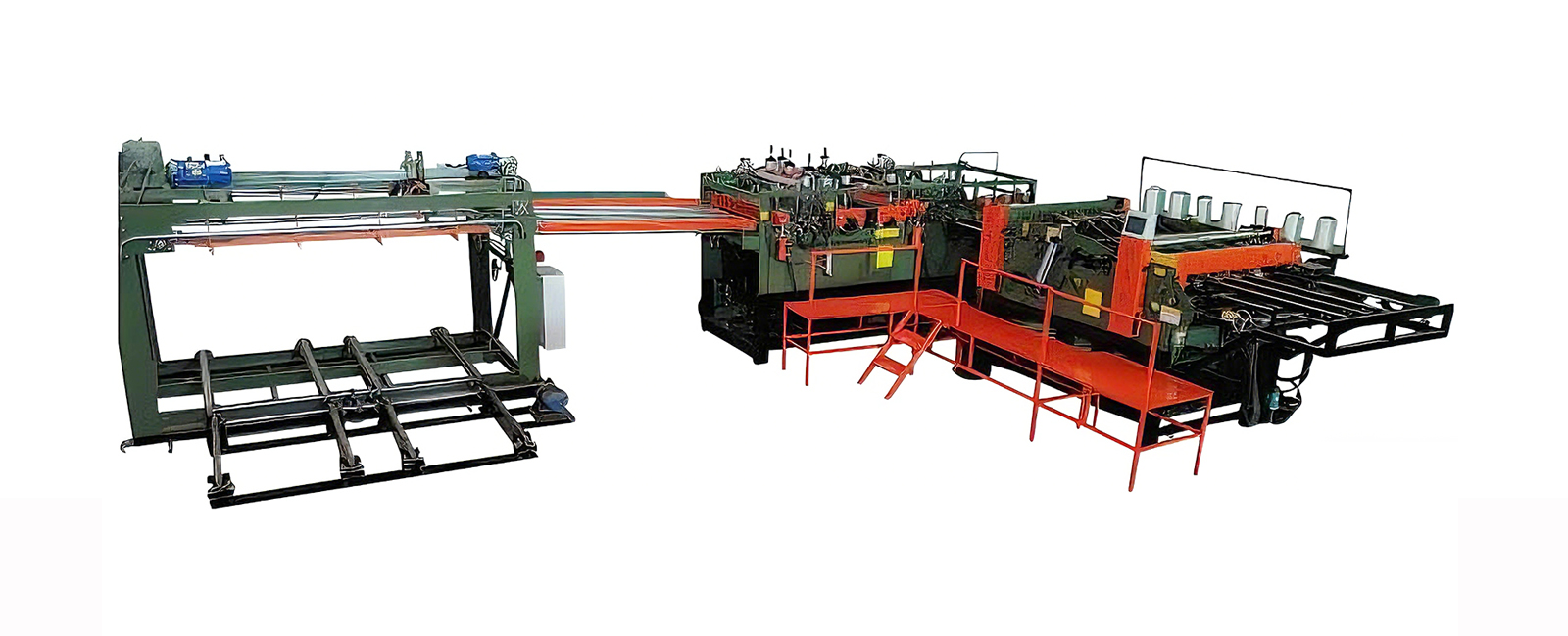
Вертикална машина за спајање плоча од шперплоче је посебно скројена за сценарије производње шперплоче великих размера, са основним фокусом на процес вертикалног спајања фурнира. Прецизно и ефикасно спаја кратко резане фурнире дуж природног правца зрна фурнира (тј. вертикалне димензије).
Циљајући фурнире са језгром од шперплоче кратког формата и фасете за лице—карактерисане раштрканим спецификацијама и недовољном дужином—генерисаним током производног процеса, машина интегрише аутоматизовано поравнање ивица, прецизно лепљење и лепљење под високим притиском у јединствени процес. Ово омогућава стабилно спајање ових материјала у плоче дугог формата са уједначеном дужином и усклађеним димензијама, у основи решавајући болне тачке у индустрији ниске стопе искоришћења фурнира са кратким резањем и слабе ефикасности ручног спајања.
Са широким спектром применљивости, машина је у потпуности компатибилна са захтевима аутоматизоване производне линије за различите производе од шперплоче, укључујући трослојне плоче, вишеслојну шперплочу, ЛВЛ (ламинирану грађу од фурнира), подлоге од пуног дрвета, шперплочу са филмом у грађевинарству и шперплочу специфичне за контејнере. Не само да се повезује са претходним процесима као што су љуштење и сушење фурнира, већ такође обезбеђује стандардизоване подлоге за низводне процесе као што су пресовање, брушење и сечење. Као једна од кључних кључних опреме у интегрисаној линији за производњу шперплоче, она олакшава коришћење ресурса краткорезаних материјала, побољшава ефикасност производње и обезбеђује конзистентност димензија производа, чиме се обезбеђује солидна техничка подршка за велику и стандардизовану производњу предузећа.
|
Приказ производа |
|
Процес производа |
Ова фаза осигурава да сировине и опрема испуњавају стандарде, покривајући 3 кључне везе:
Изаберите фурнире са језгром/фасете за лице који су прошли процесе љуштења и сушења. Контролишите садржај влаге на 8%-12% и одступање дебљине унутар ±0,2мм. Уклоните дефекте као што су чворови и пукотине и класификујте фурнире са кратким сечењем по дужини (минимална дужина ≥ 300 мм) да бисте избегли грешке у спајању.
Подесите параметре преко ПЛЦ-а у складу са величином плоче, материјалом фурнира и врстом лепка: ① Брзина спајања: 30-35м/мин (подесиво на више за меко дрво); ② Количина наношења лепка: 150-200г/㎡; ③ Вертикални притисак: 40-50Т, бочни притисак: 70-75Т; ④ Грешка сечења фиксне дужине: унутар ±0,5 мм. Прегледајте серво систем, фотоелектрично позиционирање и сигурносне компоненте како бисте осигурали стабилан рад опреме.
Припремите лепкове и помоћне материјале: Претходно загрејте ПУР лепак за топљење на 120-150℃ и одржавајте константну температуру; за процес спајања ужета, претходно инсталирајте уже за спајање и подесите напетост да буде уједначена. Припремите помоћне алате као што су полице за пријем материјала и очистите остатке на прикључцима за напајање и пражњење опреме.
Опрема аутоматски завршава вертикално спајање краткорезаних фурнира, укључујући 5 узастопних процеса:
Преко резани фурнири се напајају кроз покретну траку. Фотоелектрични сензори откривају и позиционирају фурнире, а серво механизам их прецизно поравнава како би осигурао да је зрно фурнира доследно у вертикалном смеру. Грешка чеоног зглоба суседних фурнира је унутар ±0,3 мм, елиминишући неусклађеност ивица и преклапање.
Фурнири улазе у станицу за лепљење, где се лепак наноси ваљањем или прскањем (слој лепка у потпуности покрива дебљину фурнира). Врхунска опрема може полирати спојне крајње површине како би уклонила неравнине и побољшала степен лепљења.
Лепљени фурнири улазе у механизам пресовања, где се примењује двосмерни притисак (40-50Т вертикални притисак, 70-75Т бочни притисак) и одржава се 5-8 секунди. Вишак лепка се испушта кроз жлеб за вођење. За процес спајања ужета, уже за спајање је уграђено и фиксирано истовремено како би се повећала затезна чврстоћа споја.
Опрема непрекидно напаја и спаја фурнире да би се формирале дугачке даске пуне ширине. Фотоелектрични систем прати прецизност у реалном времену, а ПЛЦ динамички прилагођава параметре како би осигурао да је грешка равности целе плоче унутар 0,8 мм/м.
Када плоча достигне задату дужину, уграђени лист тестере/резач врши прецизно сечење (са резном површином без ивица). Плоча се одваја преко истоварне транспортне траке и улази у следећи процес.
Ова фаза осигурава квалитет готовог производа и повезује се са наредним процесима, покривајући 3 кључна корака:
Резане плоче се хладе до собне температуре на расхладној транспортној траци или у статичком простору (потребно је 10-15 минута за топљиви лепак) да би се обезбедило потпуно очвршћавање слоја лепка. Избегавајте слагање и стискање током хлађења да бисте спречили деформацију.
Индикатори инспекције квалитета језгра: ① Спој за лепљење: нема празнина, нема преливања лепка, нема пуцања, ширина ≤ 0,2 мм; ② Димензиона грешка: у складу са захтевима, равност ≤ 0,7 мм; ③ Квалитет површине: без оштећења, конзистентно зрно. Мањи недостаци ће се одмах отклонити, а озбиљни недостаци ће бити означени и враћени на поновну обраду.
Квалификоване плоче се слажу према спецификацији (висина гомиле ≤ 1,5м) и чувају у добро проветреном и сувом окружењу. Пребацују се у наредне процесе као што су пресовање и брушење према плану производње да би ушли у фазу производње готове шперплоче.
Након што је производни задатак завршен, искључите напајање опреме и систем лепљивих кола и очистите остатке лепка и остатке. Прегледајте осетљиве делове као што су листови тестере и ваљци за лепљење и по потреби их замените или подмажите. Забележите производне податке као што су учинак и стопа квалификације за накнадну оптимизацију производње.





















































