
|












| จำนวน: | |
|---|---|

 |
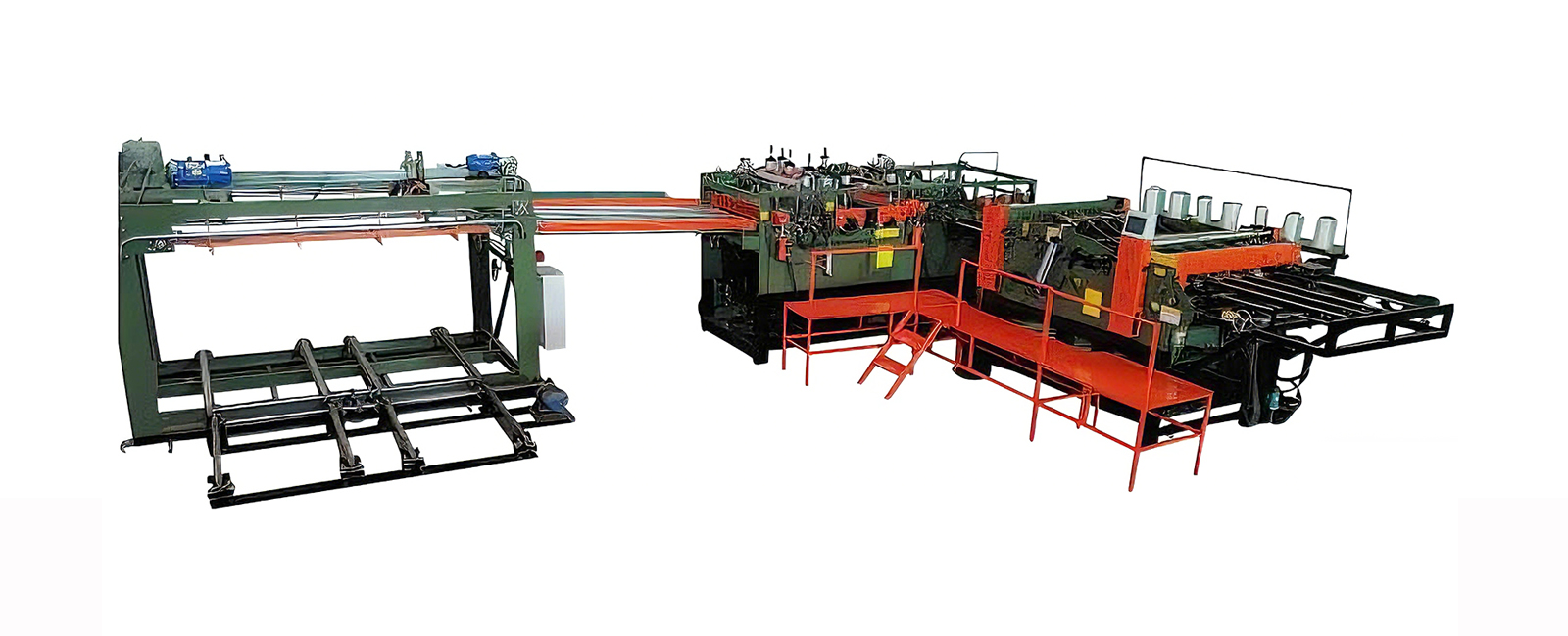
แนะนำผลิตภัณฑ์ |
เครื่องต่อแผ่นไม้อัดแนวตั้งได้รับการออกแบบมาโดยเฉพาะสำหรับสถานการณ์การผลิตไม้อัดขนาดใหญ่ โดยมุ่งเน้นที่กระบวนการต่อแผ่นไม้อัดแนวตั้งเป็นหลัก เชื่อมต่อแผ่นไม้อัดแบบตัดสั้นได้อย่างแม่นยำและมีประสิทธิภาพตามทิศทางเกรนธรรมชาติของแผ่นไม้อัด (เช่น มิติแนวตั้ง)
กำหนดเป้าหมายไปที่แผ่นไม้อัดแกนไม้อัดรูปแบบสั้นและแผ่นไม้อัดปิดหน้า—มีลักษณะเฉพาะที่กระจัดกระจายและมีความยาวไม่เพียงพอ—สร้างขึ้นในระหว่างกระบวนการผลิต เครื่องจักรได้รวมการจัดแนวขอบอัตโนมัติ การติดกาวที่แม่นยำ และการยึดติดแรงดันสูงเข้ากับกระบวนการที่เป็นหนึ่งเดียว สิ่งนี้ทำให้การเชื่อมวัสดุเหล่านี้เข้ากับแผ่นไม้อัดรูปแบบยาวมีความเสถียรและมีขนาดที่สม่ำเสมอ โดยพื้นฐานแล้วจัดการกับปัญหาในอุตสาหกรรมที่มีอัตราการใช้แผ่นไม้อัดแบบตัดสั้นต่ำและประสิทธิภาพของการต่อแบบแมนนวลต่ำ
ด้วยความสามารถในการใช้งานที่หลากหลาย เครื่องนี้จึงเข้ากันได้อย่างสมบูรณ์กับข้อกำหนดสายการผลิตอัตโนมัติของผลิตภัณฑ์ไม้อัดต่างๆ รวมถึงไม้กระดานสามชั้น ไม้อัดหลายชั้น LVL (ไม้วีเนียร์เคลือบลามิเนต) พื้นผิวพื้นไม้เนื้อแข็ง ไม้อัดเคลือบฟิล์มทางวิศวกรรมการก่อสร้าง และไม้อัดเฉพาะสำหรับภาชนะ ไม่เพียงแต่เชื่อมต่อกับกระบวนการต้นทาง เช่น การลอกแผ่นไม้อัดและการอบแห้ง แต่ยังให้วัสดุพิมพ์ที่ได้มาตรฐานสำหรับกระบวนการปลายน้ำ เช่น การกด การขัด และการตัด ในฐานะหนึ่งในอุปกรณ์หลักหลักในสายการผลิตไม้อัดแบบครบวงจร อุปกรณ์ดังกล่าวอำนวยความสะดวกในการใช้ทรัพยากรของวัสดุตัดสั้น เพิ่มประสิทธิภาพการผลิต และรับประกันความสอดคล้องของมิติของผลิตภัณฑ์ จึงให้การสนับสนุนทางเทคนิคที่มั่นคงสำหรับการผลิตขนาดใหญ่และได้มาตรฐานขององค์กร
|
การแสดงสินค้า |
|
กระบวนการผลิตภัณฑ์ |
ขั้นตอนนี้ทำให้มั่นใจได้ว่าวัตถุดิบและอุปกรณ์เป็นไปตามมาตรฐาน ครอบคลุม 3 ลิงค์หลัก:
เลือกคอร์วีเนียร์/วีเนียร์ใบหน้าที่ผ่านกระบวนการลอกและทำให้แห้ง ควบคุมปริมาณความชื้นที่ 8%-12% และส่วนเบี่ยงเบนความหนาภายใน ±0.2 มม. ลบข้อบกพร่อง เช่น ปมและรอยแตก และจำแนกแผ่นไม้อัดแบบตัดสั้นตามความยาว (ความยาวขั้นต่ำ ≥ 300 มม.) เพื่อหลีกเลี่ยงความล้มเหลวในการติด
ตั้งค่าพารามิเตอร์ผ่าน PLC ตามขนาดบอร์ด วัสดุแผ่นไม้อัด และประเภทกาว: 1 ความเร็วในการเข้าร่วม: 30-35 ม./นาที (ปรับให้สูงขึ้นได้สำหรับไม้เนื้ออ่อน); 2 จำนวนการใช้กาว: 150-200g/ตารางเมตร; 3 ความดันแนวตั้ง: 40-50T ความดันด้านข้าง: 70-75T ④ ข้อผิดพลาดในการตัดความยาวคงที่: ภายใน ± 0.5 มม. ตรวจสอบระบบเซอร์โว ตำแหน่งโฟโตอิเล็กทริก และส่วนประกอบด้านความปลอดภัย เพื่อให้มั่นใจว่าการทำงานของอุปกรณ์มีเสถียรภาพ
เตรียมกาวและวัสดุเสริม: เปิดความร้อนกาวร้อนละลาย PUR ที่ 120-150 ℃ และรักษาอุณหภูมิให้คงที่ สำหรับกระบวนการต่อเชือก ให้ติดตั้งเชือกต่อไว้ล่วงหน้าและปรับความตึงให้สม่ำเสมอ เตรียมเครื่องมือเสริม เช่น ชั้นวางรับวัสดุ และทำความสะอาดเศษซากที่ช่องป้อนและระบายของอุปกรณ์
อุปกรณ์จะทำการต่อแนวตั้งของแผ่นไม้อัดแบบตัดสั้นโดยอัตโนมัติ รวมถึงกระบวนการ 5 ขั้นตอนติดต่อกัน:
แผ่นไม้อัดแบบตัดสั้นจะถูกป้อนผ่านสายพานลำเลียง โฟโตอิเล็กทริคเซนเซอร์จะตรวจจับและวางตำแหน่งแผ่นไม้อัด และกลไกเซอร์โวจะจัดเรียงแผ่นไม้อัดเหล่านี้อย่างแม่นยำเพื่อให้แน่ใจว่าลายไม้แผ่นไม้อัดมีความสม่ำเสมอในทิศทางแนวตั้ง ข้อผิดพลาดของข้อต่อชนของแผ่นไม้อัดที่อยู่ติดกันอยู่ภายใน ±0.3 มม. ซึ่งช่วยลดการจัดแนวและการทับซ้อนกันของขอบ
วีเนียร์จะเข้าสู่สถานีติดกาว โดยจะมีการทากาวโดยการรีดหรือพ่น (ชั้นกาวจะครอบคลุมความหนาของวีเนียร์ทั้งหมด) อุปกรณ์ระดับไฮเอนด์สามารถขัดพื้นผิวส่วนปลายที่เชื่อมต่อเพื่อขจัดครีบและปรับปรุงระดับการยึดเกาะ
แผ่นไม้อัดที่ติดกาวจะเข้าสู่กลไกการกด โดยมีการกดและรักษาแรงดันแบบสองทิศทาง (แรงดันแนวตั้ง 40-50T, แรงดันด้านข้าง 70-75T) เป็นเวลา 5-8 วินาที กาวส่วนเกินจะถูกระบายออกทางร่องนำ สำหรับกระบวนการต่อเชือกนั้น เชือกที่ต่อจะถูกฝังและยึดไว้พร้อมกันเพื่อเพิ่มความต้านทานแรงดึงของข้อต่อ
อุปกรณ์ป้อนและเชื่อมแผ่นไม้อัดอย่างต่อเนื่องเพื่อสร้างแผ่นไม้ยาวเต็มความกว้าง ระบบโฟโตอิเล็กทริกจะตรวจสอบความแม่นยำแบบเรียลไทม์ และ PLC จะปรับพารามิเตอร์แบบไดนามิกเพื่อให้แน่ใจว่าข้อผิดพลาดด้านความตรงของบอร์ดทั้งหมดอยู่ภายในระยะ 0.8 มม./ม.
เมื่อกระดานถึงความยาวที่กำหนด ใบเลื่อย/เครื่องตัดในตัวจะทำการตัดอย่างแม่นยำ (พร้อมพื้นผิวการตัดที่ปราศจากเสี้ยน) บอร์ดจะถูกแยกออกจากสายพานลำเลียงและเข้าสู่กระบวนการถัดไป
ขั้นตอนนี้รับประกันคุณภาพของผลิตภัณฑ์สำเร็จรูปและเชื่อมต่อกับกระบวนการที่ตามมา ซึ่งครอบคลุม 3 ขั้นตอนสำคัญ:
เขียงจะถูกทำให้เย็นลงจนถึงอุณหภูมิห้องบนสายพานลำเลียงความเย็นหรือในพื้นที่คงที่ (ใช้เวลาประมาณ 10-15 นาทีสำหรับกาวร้อนละลาย) เพื่อให้แน่ใจว่าชั้นกาวจะแข็งตัวสมบูรณ์ หลีกเลี่ยงการวางซ้อนและบีบระหว่างการทำความเย็นเพื่อป้องกันการเสียรูป
ตัวชี้วัดการตรวจสอบคุณภาพหลัก: 1 ข้อต่อกาว: ไม่มีช่องว่าง ไม่มีกาวล้น ไม่แตกร้าว ความกว้าง ≤ 0.2 มม. error ข้อผิดพลาดด้านมิติ: เป็นไปตามข้อกำหนด ความเรียบ ≤ 0.7 มม. 3 คุณภาพพื้นผิว: ไม่มีความเสียหาย เกรนสม่ำเสมอ ข้อบกพร่องเล็กน้อยจะต้องได้รับการจัดการทันที ในขณะที่ข้อบกพร่องร้ายแรงจะต้องถูกทำเครื่องหมายและส่งคืนเพื่อดำเนินการใหม่
บอร์ดที่ผ่านการรับรองจะถูกวางซ้อนกันตามข้อกำหนด (ความสูงของปึก ≤ 1.5 ม.) และจัดเก็บไว้ในสภาพแวดล้อมที่แห้งและระบายอากาศได้ดี จะถูกถ่ายโอนไปยังกระบวนการต่อมา เช่น การกดและการขัดตามแผนการผลิตเพื่อเข้าสู่ขั้นตอนการผลิตไม้อัดสำเร็จรูป
หลังจากงานการผลิตเสร็จสิ้น ให้ปิดแหล่งจ่ายไฟของอุปกรณ์และระบบวงจรกาว และทำความสะอาดกาวและเศษที่เหลือ ตรวจสอบชิ้นส่วนที่เปราะบาง เช่น ใบเลื่อยและลูกกลิ้งกาว และเปลี่ยนหรือหล่อลื่นตามความจำเป็น บันทึกข้อมูลการผลิต เช่น ผลผลิตและอัตราคุณสมบัติเพื่อเพิ่มประสิทธิภาพการผลิตในภายหลัง





















































