
|












| Cantidad: | |
|---|---|

 |
Introducción del producto |
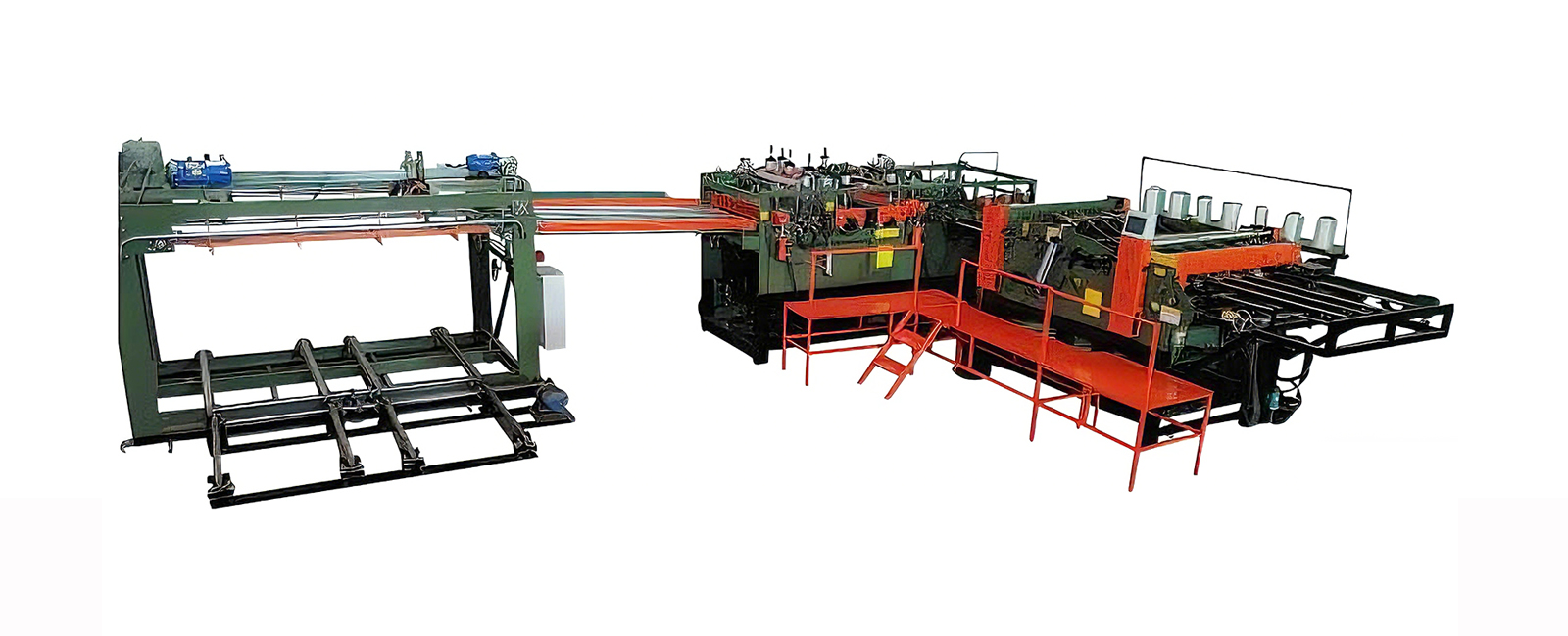
La máquina para unir tableros de madera contrachapada vertical está diseñada específicamente para escenarios de producción de madera contrachapada a gran escala, con un enfoque principal en el proceso de unión de chapas verticales. Une de forma precisa y eficiente chapas cortas a lo largo de la dirección natural de la veta de las chapas (es decir, la dimensión vertical).
Dirigida a las chapas de núcleo y cara de madera contrachapada de formato corto, caracterizadas por especificaciones dispersas y longitud insuficiente, generadas durante el proceso de producción, la máquina integra alineación automatizada de bordes, encolado preciso y unión a alta presión en un proceso unificado. Esto permite la unión estable de estos materiales en tableros de formato largo con longitud uniforme y dimensiones compatibles, abordando fundamentalmente los puntos débiles de la industria como la baja tasa de utilización de enchapados cortos y la baja eficiencia de la unión manual.
Con una amplia gama de aplicabilidad, la máquina es totalmente compatible con los requisitos de la línea de producción automatizada de diversos productos de madera contrachapada, incluidos tableros de tres capas, madera contrachapada de múltiples capas, LVL (madera laminada), sustratos para pisos de madera maciza, madera contrachapada recubierta con película para ingeniería de construcción y madera contrachapada específica para contenedores. No solo se conecta con procesos anteriores, como el pelado y el secado de chapas, sino que también proporciona sustratos estandarizados para procesos posteriores como prensado, lijado y corte. Como uno de los equipos clave en la línea de producción integrada de madera contrachapada, facilita la utilización de recursos de materiales de corte corto, mejora la eficiencia de la producción y garantiza la consistencia dimensional de los productos, proporcionando así un sólido soporte técnico para la producción estandarizada y a gran escala de las empresas.
|
Exhibición del producto |
|
Proceso del producto |
Esta etapa garantiza que las materias primas y los equipos cumplan con los estándares y cubre 3 eslabones principales:
Seleccione carillas centrales/carillas frontales que hayan pasado por procesos de pelado y secado. Controle el contenido de humedad entre 8% y 12% y la desviación del espesor dentro de ±0,2 mm. Eliminar defectos como nudos y grietas, y clasificar las carillas cortas por longitud (longitud mínima ≥ 300 mm) para evitar fallos en la unión.
Configure los parámetros mediante PLC según el tamaño del tablero, el material de la chapa y el tipo de adhesivo: ① Velocidad de unión: 30-35 m/min (ajustable a mayor para madera blanda); ② Cantidad de aplicación de pegamento: 150-200 g/㎡; ③ Presión vertical: 40-50T, presión lateral: 70-75T; ④ Error de corte de longitud fija: dentro de ±0,5 mm. Inspeccione el servosistema, el posicionamiento fotoeléctrico y los componentes de seguridad para garantizar un funcionamiento estable del equipo.
Prepare adhesivos y materiales auxiliares: Precaliente el adhesivo termofusible PUR a 120-150 ℃ y mantenga una temperatura constante; Para el proceso de unión de cuerdas, preinstale la cuerda de unión y ajuste la tensión para que sea uniforme. Prepare herramientas auxiliares, como bastidores de recepción de materiales, y limpie los desechos en los puertos de alimentación y descarga del equipo.
El equipo realiza automáticamente la unión vertical de carillas cortas, incluyendo 5 procesos consecutivos:
Las chapas cortas se alimentan a través de la cinta transportadora. Los sensores fotoeléctricos detectan y posicionan las chapas, y el servomecanismo las alinea con precisión para garantizar que la veta de la chapa sea consistente en la dirección vertical. El error de unión a tope de las carillas adyacentes es de ±0,3 mm, lo que elimina la desalineación y la superposición de los bordes.
Las carillas ingresan a la estación de encolado, donde se aplica el adhesivo mediante rodillo o pulverización (la capa de pegamento cubre completamente el espesor de la chapa). Los equipos de alta gama pueden pulir las superficies de los extremos de unión para eliminar rebabas y mejorar el grado de unión.
Las carillas encoladas ingresan al mecanismo de prensado, donde se aplica presión bidireccional (presión vertical de 40-50 T, presión lateral de 70-75 T) y se mantiene durante 5-8 segundos. El exceso de adhesivo se descarga a través de la ranura guía. Para el proceso de unión de cables, el cable de unión se incrusta y fija simultáneamente para mejorar la resistencia a la tracción de la unión.
El equipo alimenta y une chapas continuamente para formar tableros largos de ancho completo. El sistema fotoeléctrico monitorea la precisión en tiempo real y el PLC ajusta dinámicamente los parámetros para garantizar que el error de rectitud de toda la placa esté dentro de 0,8 mm/m.
Cuando la tabla alcanza la longitud establecida, la hoja de sierra/cortadora incorporada realiza un corte de precisión (con una superficie de corte sin rebabas). El tablero se separa a través de la cinta transportadora de descarga y pasa al siguiente proceso.
Esta etapa asegura la calidad del producto terminado y conecta con procesos posteriores, abarcando 3 pasos clave:
Las tablas cortadas se enfrían a temperatura ambiente en la cinta transportadora de enfriamiento o en el área estática (se requieren de 10 a 15 minutos para el adhesivo termofusible) para garantizar el curado completo de la capa adhesiva. Evite apilar y apretar durante el enfriamiento para evitar deformaciones.
Indicadores básicos de inspección de calidad: ① Junta adhesiva: sin espacios, sin desbordamiento de adhesivo, sin grietas, ancho ≤ 0,2 mm; ② Error dimensional: de conformidad con los requisitos, planitud ≤ 0,7 mm; ③ Calidad de la superficie: sin daños, veta consistente. Los defectos menores se tratarán con prontitud, mientras que los defectos graves se marcarán y se devolverán para su reprocesamiento.
Los tableros calificados se apilan según las especificaciones (altura de la pila ≤ 1,5 m) y se almacenan en un ambiente seco y bien ventilado. Se transfieren a procesos posteriores como prensado y lijado según el plan de producción para ingresar a la etapa de producción de madera contrachapada terminada.
Una vez completada la tarea de producción, apague la fuente de alimentación del equipo y el sistema del circuito adhesivo, y limpie los residuos y el adhesivo residual. Inspeccione las piezas vulnerables, como hojas de sierra y rodillos de pegamento, y reemplácelas o lubríquelas según sea necesario. Registre datos de producción, como la producción y la tasa de calificación, para una posterior optimización de la producción.





















































