
|












| Quantidade: | |
|---|---|

 |
Introdução do produto |
A máquina para unir placas verticais de compensado é especificamente adaptada para cenários de produção de compensados em grande escala, com foco principal no processo de união vertical de compensados. Ele une de forma precisa e eficiente lâminas de corte curto ao longo da direção natural da fibra das lâminas (ou seja, a dimensão vertical).
Visando os folheados de núcleo e face de compensado de formato curto - caracterizados por especificações dispersas e comprimento insuficiente - gerados durante o processo de produção, a máquina integra alinhamento automatizado de bordas, colagem precisa e colagem de alta pressão em um processo unificado. Isso permite a união estável desses materiais em placas de formato longo com comprimento uniforme e dimensões compatíveis, abordando fundamentalmente os pontos problemáticos da indústria, como a baixa taxa de utilização de folheados curtos e a baixa eficiência da união manual.
Apresentando uma ampla gama de aplicabilidade, a máquina é totalmente compatível com os requisitos da linha de produção automatizada de vários produtos de compensado, incluindo placas de três camadas, compensado de múltiplas camadas, LVL (Laminated Veneer Lumber), substratos de piso de madeira maciça, compensado revestido de filme de engenharia de construção e compensado específico para contêineres. Ele não apenas se conecta a processos anteriores, como descascamento e secagem de folheados, mas também fornece substratos padronizados para processos posteriores, como prensagem, lixamento e corte. Como um dos principais equipamentos da linha de produção integrada de compensado, facilita a utilização de recursos de materiais de atalho, aumenta a eficiência da produção e garante a consistência dimensional dos produtos, fornecendo assim suporte técnico sólido para a produção padronizada e em grande escala das empresas.
|
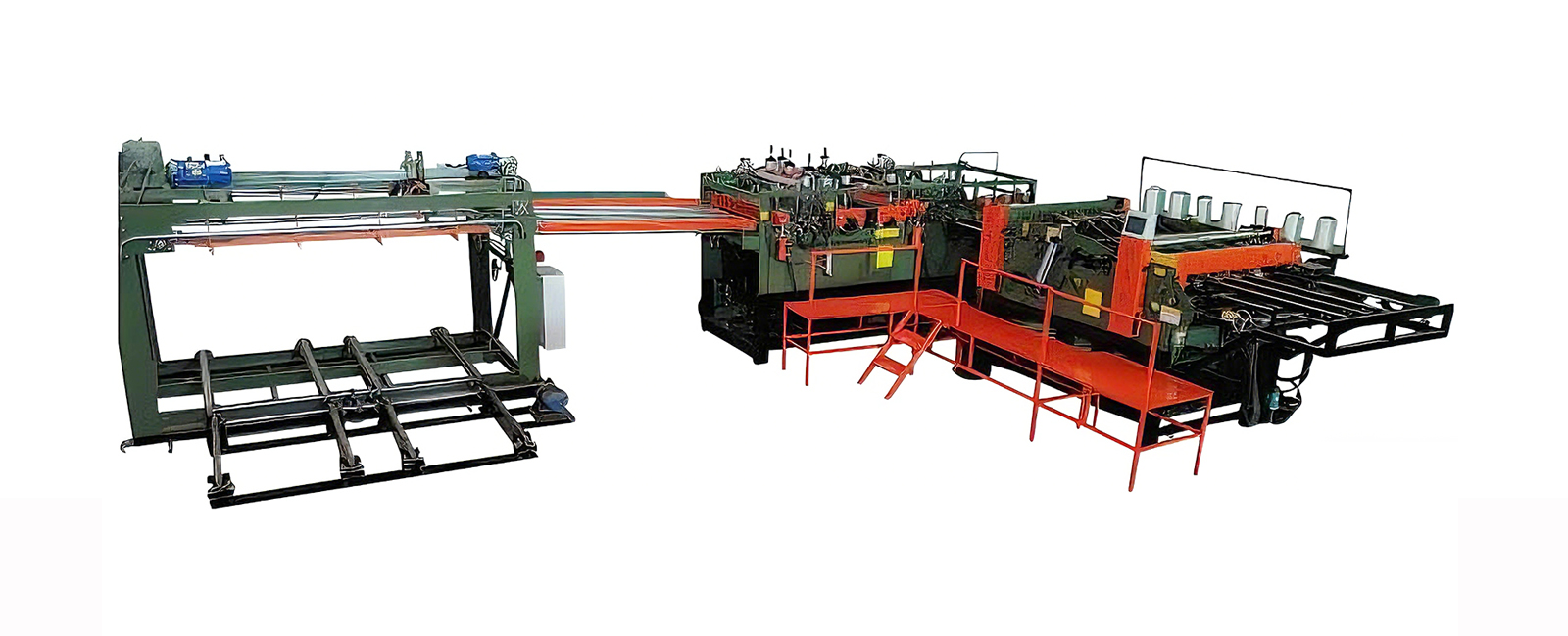
Exibição do produto |
|
Processo do Produto |
Esta etapa garante que as matérias-primas e os equipamentos atendam aos padrões, abrangendo 3 elos principais:
Selecione facetas centrais/facetas que tenham sido submetidas a processos de descascamento e secagem. Controle o teor de umidade em 8% -12% e o desvio de espessura em ± 0,2 mm. Remova defeitos como nós e rachaduras e classifique as facetas cortadas por comprimento (comprimento mínimo ≥ 300mm) para evitar falhas de união.
Definir parâmetros via PLC de acordo com tamanho da placa, material da lâmina e tipo de adesivo: ① Velocidade de união: 30-35m/min (ajustável para maior para madeira macia); ② Quantidade de aplicação de cola: 150-200g/㎡; ③ Pressão vertical: 40-50T, pressão lateral: 70-75T; ④ Erro de corte de comprimento fixo: dentro de ± 0,5 mm. Inspecione o sistema servo, o posicionamento fotoelétrico e os componentes de segurança para garantir a operação estável do equipamento.
Prepare adesivos e materiais auxiliares: Pré-aqueça o adesivo termofusível PUR a 120-150 ℃ e mantenha uma temperatura constante; para o processo de união do cabo, pré-instale o cabo de união e ajuste a tensão para ser uniforme. Prepare ferramentas auxiliares, como racks de recebimento de materiais, e limpe os detritos nas portas de alimentação e descarga do equipamento.
O equipamento completa automaticamente a união vertical de lâminas curtas, incluindo 5 processos consecutivos:
Folheados de corte curto são alimentados pela correia transportadora. Sensores fotoelétricos detectam e posicionam as lâminas, e o servomecanismo as alinha com precisão para garantir que a granulação da lâmina seja consistente na direção vertical. O erro da junta de topo das facetas adjacentes está dentro de ±0,3 mm, eliminando o desalinhamento e a sobreposição das bordas.
As facetas entram na estação de colagem, onde o adesivo é aplicado por rolo ou pulverização (a camada de cola cobre totalmente a espessura da faceta). Equipamentos de última geração podem polir as superfícies das extremidades de união para remover rebarbas e melhorar o grau de adesão.
As facetas coladas entram no mecanismo de prensagem, onde a pressão bidirecional (pressão vertical 40-50T, pressão lateral 70-75T) é aplicada e mantida por 5-8 segundos. O excesso de adesivo é descarregado pela ranhura guia. Para o processo de união do cabo, o cabo de união é embutido e fixado simultaneamente para aumentar a resistência à tração da junta.
O equipamento alimenta e une folheados continuamente para formar pranchas longas em toda a largura. O sistema fotoelétrico monitora a precisão em tempo real e o PLC ajusta dinamicamente os parâmetros para garantir que o erro de retilinidade de toda a placa esteja dentro de 0,8 mm/m.
Quando a placa atinge o comprimento definido, a lâmina de serra/cortador integrada executa um corte de precisão (com superfície de corte sem rebarbas). A placa é separada pela esteira de descarga e entra no próximo processo.
Esta etapa garante a qualidade do produto acabado e se conecta aos processos subsequentes, abrangendo 3 etapas principais:
As placas cortadas são resfriadas à temperatura ambiente na esteira transportadora de resfriamento ou na área estática (10-15 minutos necessários para adesivo hot-melt) para garantir a cura completa da camada adesiva. Evite empilhar e apertar durante o resfriamento para evitar deformação.
Indicadores de inspeção de qualidade central: ① Junta de cola: sem lacunas, sem excesso de adesivo, sem rachaduras, largura ≤ 0,2 mm; ② Erro dimensional: em conformidade com os requisitos, planicidade ≤ 0,7 mm; ③ Qualidade da superfície: sem danos, grão consistente. Defeitos menores serão tratados prontamente, enquanto defeitos graves deverão ser marcados e devolvidos para reprocessamento.
As placas qualificadas são empilhadas conforme especificação (altura da pilha ≤ 1,5m) e armazenadas em ambiente bem ventilado e seco. Eles são transferidos para processos subsequentes, como prensagem e lixamento, de acordo com o plano de produção, para entrar na fase de produção do compensado acabado.
Após a conclusão da tarefa de produção, desligue a fonte de alimentação do equipamento e o sistema de circuito adesivo e limpe o adesivo residual e os detritos. Inspecione peças vulneráveis, como lâminas de serra e rolos de cola, e substitua-as ou lubrifique-as conforme necessário. Registre dados de produção, como produção e taxa de qualificação, para posterior otimização da produção.





















































